
Measurement of the modulation transfer function (MTF) of a ... - camera mtf
How manytypesoflaser
Laser cutting machines are a capable and versatile class of numerically controlled machine tools. They are used in virtually all industries for high throughput, precision cutting, engraving, and markingâfrom home use cutting card/paper through to shipbuilding and heavy engineering. They apply well-collimated and tightly focused laser radiation to pierce or engrave materials, with CNC-controlled precision and high productivity. There are several types of lasers commonly used in laser cutting, each with its specific characteristics and applications making it apt for selected market niches.
This class emits at around 10.6 μm, in the far-infrared spectrum. This wavelength is strongly absorbed by organic materials like wood, plastics, leather, various fabrics, paper, and some non-metallic composites, resulting in highly efficient, clean, and precise cutting.
When evaluating the buy vs. build decision, how might these significant boosts in productivity, focus, and job satisfaction from AI influence how customers purchase and implement COTS solutions?
Fiber lasers are used principally for cutting and engraving metallic parts. They offer several advantages over other types of lasers, making them a logical choice in industrial applications.
Fiber lasers emit a wavelength in the near-infrared spectrum, around 1.06 μm. This wavelength is thoroughly absorbed by metals, making fiber lasers particularly well suited to cutting and engraving this class of materials, even the âproblemâ reflective metals.Â
Nd:YAG (neodymium-doped yttrium aluminum garnet) and Nd:YVO (neodymium-doped yttrium vanadate) lasers are fundamentally similar solid-state devices. Both emit in the near-infrared spectrum, differentiated by the medium within which the stimulated emission occurs. They are most applicable to cutting and marking of metals and a limited range of non-metals.
Given the trajectory of AI and its influence on software development, there appears to be a sweet spot yet to be served by the market between low code application platforms (e.g., Appian or Power Apps) and more full-fledged ERP/CRM solutions/platforms such as Workday, Dynamics, and Salesforce. This might mean focusing on the foundational aspects of business software: compute, storage, security, workflow, value-added data models such as GL, or functionality such as fraud detection. With this evolution, customers could ideally realize decreased licensing costs for enterprise software applications and decreased implementation/upgrade costs in the future.
The rise of software as a service (SaaS) over the past 10 years has mitigated some of these costs because these solutions tend to be less customizable. However, this inflexibility can at best lead to decreased user satisfaction and at worst the cancellation of a project.
Choosing the right laser cutter technology is a crucial decision that depends on your specific needs and applications. Here are some important things to take into account:
Direct diode (or simply diode) lasers are a type of laser technology that utilizes single semiconductor junctions to generate laser light. They are increasing in market penetration in industrial applications, including: cutting, welding, and surface treatment. A direct diode laser is based on semiconductor junctions, typically made of gallium arsenide (GaAs). When a forward bias current is applied to the diode, it emits light by electroluminescence, without requiring a light source for initiation. The emitted light is then guided and focused into a laser beam by optical elements that make a stimulated emission resonant cavity with a half mirror at one end, through which the laser energy is emitted.
CO2 lasers are gas excitation devices that use a mixture of carbon dioxide (CO2), nitrogen (N2), and helium (He) to produce the laser beam in an energy cascade sequence. The laser source typically consists of a xenon flash tube or similar, which is excited by an electric discharge to initiate the stimulated emission process. This process is characterized by three distinct energy transitions, only the last of which involves a photon emission. N2 molecules are raised to a higher energy state that they then transmit to the CO2 molecules, which emit photons as they lose their excision energy by impacting He atoms.
Typesoflaserin Physics
The basic selling point for COTS is “do you really need to re-invent the wheel”? Why write your own OS, word processing software, or IDE when proven solutions are available? All you need to do is click and install them and you’re up and running. It makes zero business sense for an organization to develop its own solution for managing memory on a PC or writing a document.
These lasers emit at a wavelength of 1.064 μm, while Nd:YVO lasers emit at either 1.064 μm or 1.34 μm, differentiated by the crystal orientation. These wavelengths are in the near-infrared range and are well-absorbed by many metals, making these lasers suitable for metal cutting, engraving, and marking applications. Neodymium lasers generally possess high beam quality, low divergence, and a small spot size resulting in high specific energy.
TypesoflaserPDF
About 20 years ago at Oracle Open World in San Francisco, the consistent message to partners was “move up the stack.” Oracle had entered the enterprise applications market by acquiring Siebel Systems and Peoplesoft, and they wanted their partners to stop building applications from the ground up and instead add value on top of existing enterprise applications. However, with the rise of cloud computing and SaaS, large software companies have continued to build features that extend further up the value chain. While this reduces the need for customization, it also forces organizations to adapt to platform-enforced processes, even when they prefer to use their own unique processes. This issue is particularly acute in the public sector, where a patchwork of federal, state, and local legislation dictates relatively small markets. This has created the perfect storm of high-cost enterprise business application license fees and lengthy, expensive implementations.
Fiber lasers are, in many regards, the optimal choice for metal cutting/ablation and engraving tasks. Pivotal factors cementing their commercial viability include: delivering high throughput, outstanding precision, operational and power efficiency, and low maintenance. Their capabilities render them a preferred tool in diverse industries, including: automotive, aerospace, electronics, and manufacturing, in which precise and efficient metal processing is crucial.
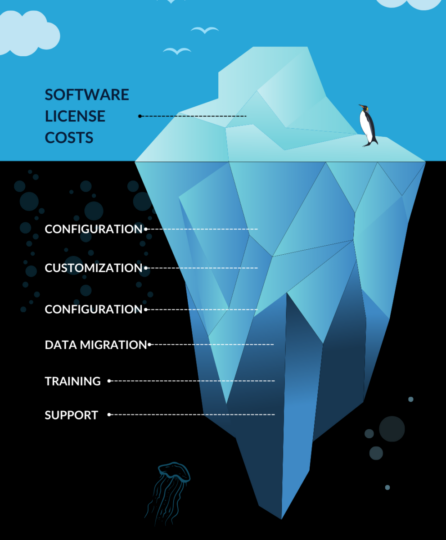
I have worked for companies that sell and implement COTS business applications for over 20 years as a solutions consultant, product manager, and implementation manager. I’ve written some creative responses to RFPs that required me to define whether a feature was “included/out of the box,” “configured,” “customized,” or “roadmap (x months).” Even if the 80/20 rule is generally at play here— in that 80% of the requirements will be covered by the COTS product—that 20% portion of unique features can drive up implementation costs. Depending on the size of the organization and the complexity of its business implementation, costs can range from 2x-10x of the software costs. Furthermore, these customizations will haunt an organization in future years when it is time to upgrade. A prime example was an ERP upgrade at a university back in 2013, which was estimated at $83M.
What are the 3typesof lasers
Commercial off-the-shelf software (COTS), at its most elemental level, is defined by NIST as a software and/or hardware product that is commercially ready-made and available for sale, lease, or license to the general public. From a software stack perspective, this can go as low as the operating system (OS) level (i.e., Windows, IOS, etc.). It also includes everyday office tools (e.g., Word and Excel), integrated development environment (IDE) tools (e.g., PyCharm or Visual Studio), and business applications (e.g., Workday or SAP).
Typesof lasers for skin
Nd:YAG and Nd:YVO lasers are closely related solid-state laser devices doped with neodymium ions. In Nd:YAG lasers, the laser medium is yttrium aluminum garnet crystals doped with neodymium ions. In Nd:YVO lasers, the laser medium is yttrium vanadate crystals similarly doped with neodymium ions. When optically pumped (by a laser or discharge source), the neodymium ions become excited. This leads to the emission of laser light, as they lose the excitation energy.
Customers should not build their own business applications from the ground up. Similar to word processing software, customers should not build basic standard features like role-based application security or a general ledger module. However, at the same time, should a large software vendor trying to cover a wide variety of industries have so much control over the look and feel and user experience of a business application? What works in one state agency might not work well for a university or a county office.
Diode lasers are available in a range of wavelengths, varied by the selection of the semiconductor material, dopants, and resonant cavity design. The most common wavelengths for direct diode lasers used in cutting applications are in the near-infrared spectrum, around 900 to 1,100 nm (0.9 to 1.1 μm). Alternate diode systems can emit in the blue and green wavelength ranges. The beam quality of direct diode lasers can vary considerably, though in general diode beam quality is improving with each device generation. Beam quality often does not match that of fiber lasers or CO2 lasers.
They have a lower beam quality in comparison to fiber lasers, which means the laser beam is less focused. This is a byproduct of the relative optical complexity of the devices and is also intrinsic to the gas emission system. However, advancements in CO2 laser technology have improved beam quality over the long service lifetime of the technology. The beam typically generates a larger spot size and higher divergence than other systems, which can markedly affect the precision of cuts.
Typesoflaserppt
Four main types of laser are used in laser cutting equipment, with a huge range of powers, from a few mW to 100+ kW. A variety of emission wavelengths render them suitable for particular material types. There are also operational factors that make some types of lasers particularly well adapted to limited market sectors, with no solution being universal. Figure 1 shows the laser cutting process:
Xometry provides a wide range of manufacturing capabilities including CNC machining, 3D printing, injection molding, laser cutting, and sheet metal fabrication. Get your instant quote today.
What about other features in AI that could reduce costs and increase the value of an enterprise application for a customized approach?
Typesoflaserwith example
Fiber lasers possess an elegant, simple, and robust construction and a near-solid state characteristic. This results in suppressed maintenance requirements, relative to other laser classifications. The absence of mirrors and some of the more delicate focal components minimizes alignment issues, improves beam quality, and elevates life span. Some models are capable of providing tens of thousands of hours of use, before requiring significant maintenance.
One of the particular advantages of fiber lasers is their exceptional beam quality. This beam quality determines the laser's ability to produce a highly focused application of radiation and therefore a smaller and more precise cut path and higher specific energy (energy per unit area). This also entails lower beam divergence, allowing cuts that open less with increased target thickness.
The advances in generative AI call into question the current COTS model for business applications. Consider the findings of a recent study focused on GitHub Copilot’s impact on developer productivity:
Diode lasers offer excellent energy efficiency by low loss conversion of electrical energy into laser light, reducing operating costs somewhat. However, their cutting speeds are generally lower than for fiber or CO2 laser-based devices, when material thicknesses are larger. Direct diode lasers are suitable for cutting a variety of materials, including metals, plastics, composites, and certain non-metallic materials. They are considered effective for high-speed cutting or welding of thin metal sheets, making them suitable for industries such as automotive, electronics, and sheet metal manufacture. This family of devices is simpler and more robust in construction than most other laser types, resulting in a longer operational life span and lower maintenance requirements. They are also of smaller physical size and require fewer ancillary devices, further enhancing maintenance and suitability for mobile applications.
CO2 lasers are widely accepted because of their versatility, relatively low purchase cost, and higher power use per watt of cutting. They can be considerably slower in cutting thick metal materials than fiber lasers. For non-metallic materials, they can offer excellent cutting speed, making them suitable for intricate designs and a wide range of applications. CO2 lasers require more maintenance than fiber lasers, due to the presence of mirrors and other optical components in their design. Additionally, the primary laser source degrades with usage time. They need regular optical-system cleaning and delicate realignment to maintain performance.
Type oflaserhair removal
Despite being the earliest commercially exploited devices, CO2 lasers remain very widely used in the sector. They benefit from lower CAPEX (though higher OPEX) and a high degree of material versatility/applicability. Theyâre particularly suited to processing non-metallic materials with moderate precision and efficiency. They are also considered viable in many metal-cutting applications. For metal processing, the absorption spectrum is adverse but various, widely used workarounds can facilitate better functionality.
Nd:YAG and Nd:YVO lasers are effective for cutting and processing metals, especially thin sheets and high-precision and lower gauge materials. They are best used for metals, including the more âreflectiveâ materials: stainless steel, carbon steel, aluminum, brass, and copper. They are also suited to cutting ceramics, plastics, and certain compositesâbut they are poorly adapted to cutting other non-metallic materials. These laser types are well appreciated for their durability and relatively low maintenance requirements, improving up-time and commercial performance. They can provide thousands of hours of use before requiring major maintenance.
However, business applications such as enterprise resource and planning software (ERP) are different. You can’t just click and install these. Business software is attempting to automate and enhance productivity around an organization’s systems and processes, and therefore need to be configured and/or customized to meet their requirements. Sometimes these requirements are standard, but often they are unique to an organization.
Fiber lasers get their name from the chemically doped optical fiber used to induce the lasing and deliver the energy to the cutting point. The laser source starts with a primer laser, usually a diode type, which injects a low-power beam into the fiber. This beam is then amplified within the optical fiber, which is doped with rare earth elements such as ytterbium (Yb) or erbium (Er). The doping process induces the fiber to act as a gain medium, amplifying the laser beam by cascading excitations/emissions.
Fiber lasers are renowned for offering higher cutting speeds and productivity. This also contributes to lower power consumption, compared to other types of lasers. Fiber lasers are generally optimized for cutting metals, including stainless steel, carbon steel, aluminum, copper, brass, and various alloys. They are not as effective for cutting non-metallic materials like wood, acrylic, or plastics, which are more effectively cut with CO2 lasers. Fiber lasers with higher power levels can also process thicker metals effectively.
The content appearing on this webpage is for informational purposes only. Xometry makes no representation or warranty of any kind, be it expressed or implied, as to the accuracy, completeness, or validity of the information. Any performance parameters, geometric tolerances, specific design features, quality and types of materials, or processes should not be inferred to represent what will be delivered by third-party suppliers or manufacturers through Xometryâs network. Buyers seeking quotes for parts are responsible for defining the specific requirements for those parts. Please refer to our terms and conditions for more information.



 Ms.Cici
Ms.Cici 
 8618319014500
8618319014500