
Wireless Light Meter Sensors for Remotely Measuring lux - light meter device
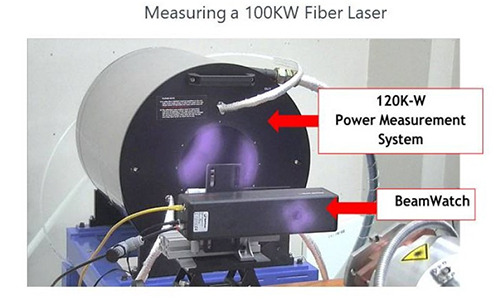
Here we see a 100 kW beam from a fiber laser, with its power being measured by a 120K-W sensor. The beam first passes through a "BeamWatch" non-contact high-power beam profiler. This unique instrument is based on a physical property of light known as Rayleigh Scattering, where the highly-concentrated light around the laser's beam waist is scattered off air molecules in its vicinity and captured by the camera. This allows for an analysis of the laser's waist without coming into contact with the beam. The result is a beam analyzer with no water cooling required, no moving parts, and no upper limit in the power of the laser being analyzed. And, since it is a camera-based system, it provides data at video rates; this allows the user to see more time-based characteristics of their laser system.
When the tolerance needs to be tighter it is definitely doable and depending on how tight, the CNC is the go to method for achieving it.
Next, it goes through a metering disc which looks like a metal circle with a hole in the center. This controls how much garnet comes through.
We mentioned the need to minimize footprint. So, how do we make a small sensor that can still measure high powers without overheating? The trick is to use a sensor designed for lower powers so that it's small, and then expose the sensor to the high power beam only for a short time – short enough that the total absorbed heat is low, but long enough for the sensor to measure it. The truth is, though, that this would mean the exposure has to be really short – in fact, shorter than the response time for power measurement! Enter "Pulsed Power" mode. Here's the basic idea:
If you are using 1/4″ float glass on a CNC machine, you have to dial the CNC in to be more gentle. Metal will take a higher setting. If the CNC is too vigorous, it can seriously damage the edge of the glass to the point of it being unusable.
Glass cnc machinefor sale
We mentioned the 120K-W sensor earlier; this is the first commercial sensor (read: small size, fast response time) for measuring up to 120 kW. It's designed for fiber lasers used in such applications as industrial material processing, military directed-energy applications, and similar. It's very small, considering what it does - 50 cm deep x 50 cm diameter, with a 200 mm aperture. Because of the way it works, it's in a sense almost like a blackbody - less than 1% backscatter, minimizing safety hazards.
Earlier we said that, although the focus in this article has been power measurement, "we will say a few words about beam profiling solutions toward the end". Okay then…
At powers above a few tens of watts, we usually add a fan to help remove heat from the sensor. Although Ophir offers 2 fan-cooled sensors rated for 1.1 kW, water cooling is the usual solution for sensors rated for more than a few hundred watts. Most "regular" thermopile type sensors use the water just to remove the heat; some examples are shown below:
"Exotic" applications such as military directed-energy weapons, once of real interest only to sci-fi authors, are now reaching maturity. Experts often mentioned the "magic number" of 100 kW, the power level needed to make such things practical. Thanks largely to advances in fiber lasers and their scalability, industrial materials-processing systems operating at 50 kW and even 75 kW are almost standard items now.
Power – at the sort of levels were talking about, from maybe a few hundred watts to tens of kilowatts – is normally measured using a thermal sensor. Absorbed light becomes heat, and the resulting heat flow is proportional to the beam's power and is measured. The output can be a numeric readout on the display screen of a handheld meter, or perhaps the sensor interfaces directly with software running on a host system…It all depends on the specific needs of a given application.
The hopper has a warning light that lets you know when it is getting low. When the light comes on you have about 1 hour left before you need to seriously refill.
You wouldn’t load up an entire sheet to cut one piece unless you need that super high tolerance, which is why 1 piece can cost as much as 30 pieces of the same size because once you cut into a stock sheet, the remaining pieces are considered cutoffs and may never be used for new orders that come in.
While you do not necessarily need to use garnet to cut things, there is a rule of thumb. If you can cut the material with scissors, you can use straight up water to cut it with the waterjet. Since glass cannot be cut like that, it does require garnet to cut. This process produces a sanded edge that makes it safe to handle.
Focal spot analysis is done using various types of beam profiling technologies. In this article we'll focus mainly on power measurement, but we will say a few words about beam profiling solutions toward the end.
The garnet could be reused but it is not really recommended. Once it is used, it gets mixed in with any trace elements of what you were cutting. You want it to be nice and clean for the best result.
There are other types of CNC machines that are designed specifically for glass cutting. Instead of having a regular head on it that would be used on a waterjet, it has a scoring wheel.
A waterjet CNC works great if you know how to dial the settings to work with glass. A waterjet takes the instructions and comes in from the edge of the glass and routes out the glass using abrasive water.
CNC glasscutting bit
Once you feed in the instructions to the machine and calibrate it you simply load up the glass and let the machine do its work. With different machines it will execute the instructions differently.
Automaticglasscuttingmachine
Once the tank starts to get full of garnet and other things, a septic tank company usually comes by to remove what’s in the tank once or twice per year.
For example, if you need something cut to +/- 0.001mm, that is basically impossible to do by hand. The equipment used to cut the glass itself has a lower standard of measurement, which could mean hours of sanding if the cut is too large. This would not be time or cost effective.
A given process is designed to bring the beam to the needed power density in a precisely controlled location. Consider the following sketch:
Ophir's Helios is a compact industrial laser power meter designed especially with factory automation in mind. It is based on the same "Pulsed Power" concept as above, except in this case even the pulse width measurement is automatic, using an integrated fast photodetector. It measures up to 12 kW using a short exposure and therefore no water cooling. There are models for Profinet and EtherNet/IP.
Ophir offers "Scatter Shields" as an optional accessory. They absorb some of the backscattered light, and reflect some of it back into the sensor's aperture, reducing backscatter by some 70%.
It's also worth mentioning that when using Fiber Adapters at these high powers, the adapters themselves also need to be cooled! Note that highest power sensor for which we have standard FO adapters is the 400 W FL400A-BB-50. The "regular" adapters are not rated for more than that. With high power lasers, the delivery fiber itself is water cooled, as must be the fiber connectors. Ophir offers several models of QBH water-cooled fiber optic adapters.
There is a hose attached to the cutting head that feeds the garnet into the water mixture. You can find it just below the diamond orifice. Then the mixture goes through the focusing tube and cuts the material.
This will optimize the amount of pieces one stock sheet that has a fixed size of 32×50 inches can make. By optimizing how it is cut you can use less material and have less waste.
CNC glasscutting service
Have you ever wondered how intricate designs are cut into glass and metal? Surely no human can have that amount of skill and precision–that’s why CNC Machines do it!
Beam power and focal plane location inevitably drift with time and use – a result of aging of components, contamination of the focusing lens by process debris, misalignment of delivery optics, etc. When that happens, the space in which the power density is high enough to affect the material can then move or change shape:
When the computer control is asking for garnet, it gets funneled through a hose. Then it makes it way through the machine, getting pushed up by air pressure and vacuumed into the gantry. It then goes into a mixing chamber.
It also changes form a bit when it is first used to cut something– it explodes! It may not have as much mass the second time around that could be necessary to cut certain materials.
Smallglass cnc machine
The two laser parameters that are most typically the critical ones in high power laser processes are power density and focus location (and shape). Additional parameters sometimes become important and need to be measured, including pulse energy, actual beam profile (which determines the "focus-ability" of the beam), beam position and size (less than a full profile), and others.
The cutting head has a diamond orifice that allows the pressure to build to make it stronger. Kind of like what happens when you put your thumb over a hose at home! The end goal is to increase the distance and pressure as the water comes out.
Glass cnc machinemanufacturers
Several standard Ophir meters offer "Pulsed Power" mode, meaning they "do the math" automatically; the user is prompted to enter the "pulse width", and the readout is in units of power. "Pulsed Power" mode enables the use of standard, small and inexpensive thermal sensors to measure powers as high as 10 kW - since total amount of heat to be dissipated by the sensor is actually low.
Garnet is the material used that is mixed with the water to allow the water to cut the material. The more garnet you use, the faster it will cut through the material.
CNC glasscutting near me
Of course the meter will need to "know" that the scatter shield has been added; there is a separate calibration factor ("Laser" or wavelength setting) for the "scatter shield in" condition.
It all starts with a DXF file. This is just a fancy term for a diagram of a part that needs to be cut to a certain size and shape within a specific tolerance. It has to be in DXF file format because that is the type of file the CNC machine can take in to perform the action on the glass stock sheet.
Depending on the part being made, that could be a deal breaker on the edge finish. If you need a flawless mirror coated edge that fits into a robotic machine, you need to utilize every millimeter of surface area. If it is not calibrated correctly it could also straight up shatter the glass.
A CNC Machine is a specialized piece of equipment that allows those in the glass industry to cut glass. With a CNC machine you can get a really precise cut that would otherwise be impossible to obtain with regular scoring and breaking by hand. It also allows us to do special shapes with high precision.
The way to prevent this is to monitor the relevant parameters of the beam with an appropriate level of accuracy. That way, you can catch any drift before it becomes a problem, and deal with it proactively.
This allows the CNC to score the glass directly which allows for more flexibility in the cut, specifically when cutting out holes within the glass. In this case the CNC simply scores the glass and then you have to break it afterward by hand.
For example: If you have to create 100 pieces that are 2×3 inches, to get the most out of the material you’d need to figure out how each cut will be made.
Once you have your diagram ready to go, you import that into the machine and calibrate the machine to the material you have.
The application of new, advanced technology in measurement devices, can help both designers and users of high-power laser systems to optimize and control their processes, so they can confidently accomplish their goals and achieve consistently good results.
Since cavemen first figured out how to throw rocks and shoot arrows, our ability to precisely deliver power has come a long way. High-power laser beams, by delivering a lot of power into a small and precisely controlled space, now help us manufacture components that would have been difficult - if not impossible - using purely mechanical means. Automotive and aircraft manufacture, shipbuilding, and similar heavy-industry applications have been dramatically changed by the ever-advancing capabilities of laser technology.
Parameters that are not controlled can unexpectedly change what the process is doing and where it's doing it. That can make your process unpredictable; in the case of an industrial, commercial process - it can eat into the profits the process is supposed to be generating.
Yes, opt-in. By checking this box, you agree to receive our newsletters, announcements, surveys and marketing offers in accordance with our privacy policy
In order to provide better service and products, please provide the following brief information. Any future resource requests will be automatically available.
Choose products to compare anywhere you see 'Add to Compare' or 'Compare' options displayed. Compare All Close
Processes requiring less dramatic power levels also benefit; a single high-power beam can be "shared" among multiple parallel processing stations – and because they all use what started as a single beam, there can be much better uniformity and process control across these multiple stations.
Glass cnc machineprice
Most people don’t realize this but when you order a piece of custom size glass, there is a cutting tolerance. It is different from company to company and for our cuts our tolerance is +/- 1/16”.
A CNC machine is also used to automate the glass cutting process. This is why some companies have high minimum quantities to order custom sizes! This is because when you decide you want to use the CNC to cut something, you have to feed it an entire sheet of glass.
It’s really cool because you can still get a sharp edge even though it is a circular knob on the end. The only thing it can’t do is sharp holes within the glass because of the shape of the rod.
That means it really is great for any glass cuts like rectangles, trapezoids, triangles, pentagons, and weird shapes. Basically anything that does not have a square or sharp hole on the inside.
Notice the Alarm and Interlock module on the 16K-W-BB-55; this protects the sensor from overheating in case there is a failure of the water cooling system. Some sensors use a somewhat different design: the temperature rise of the cooling water, and the water's flow rate, are combined to enable measurement of the power. Some sensors using this method are shown below, including a large-format 6 kW sensor, and a unique sensor for measuring up to 120 kW:
There are a number of important challenges that must be addressed when it comes to measuring high power beams. Some of the main ones:
As we mentioned, a sensor needs to be able to withstand not only the total power it will face but also the power density. Some important ways to prevent damage:



 Ms.Cici
Ms.Cici 
 8618319014500
8618319014500