
Beyond the diffraction limit | Nature Photonics - diffraction limited resolution
Shortpass filter
The electromagnetic spectrum encompasses a broad range of wavelengths, including Gamma rays, X rays, ultraviolet, visible light, infrared, and radio waves, arranged in order from shorter to longer wavelengths. Despite this extensive spectrum, our eyes are restricted to detecting visible light, which spans from 380 to 780nm in wavelength. Consequently, these variations in wavelength translate into visible light appearing as an array of distinct colors to the human eye.
Long pass filterflow cytometry
In addition, when the process parameters are modulated, the gloss level on tool surfaces can be adjusted with high local resolution (150 μm), which also makes it possible to produce two-color and multi-gloss effects. In leather grain, for example, only the recesses of the grain are polished in the tool, the webs remain unprocessed.
Shortpassvslong pass filter
designed to transmit wavelengths above a specified value, exclusively allow longer wavelengths to pass while blocking shorter ones. Notably, these filters exhibit a sharp cut-on, gradually approaching zero transmission in the blocking range and nearing 100% transmission in the passband.
Optical filters find extensive applications across various fields, encompassing photography, optical instruments, color lighting, astronomy, and fluorescence microscopy and spectroscopy. Illustratively, fluorescence filters enhance fluorescence microscopy systems. Additionally, laser line filters are employed in laser devices to prevent distortion and enhance image contrast. Raman filters play a crucial role in Raman spectroscopy, and machine vision filters are utilized in machine vision camera and sensor applications to enhance image contrast.
Together with partners from the industry, Fraunhofer ILT has developed a machine tool for laser polishing of complex 3D components. The laboratory results and experience have been transferred to a robust machine technology suitable for industrial production. The basis is a five-axis portal machine, which positions the workpieces and performs slow feed movements. In combination with a highly dynamic three-axis laser scanner, the machine can reach the required process speeds of up to 1 m/s.
On diamond-milled surfaces with an initial roughness of Ra ≈ 0.3 μm, a roughness of Ra ≤ 0.1 μm can be achieved when polished with pulsed laser radiation. The processing time is only 3 s/cm² and, thus, significantly shorter than that of manual polishing.

Long passvs bandpassfilter
For the processes used in tool and mold making, the state of the art is manual polishing, which has processing times of often more than 10 min/cm². Therefore, there is a great need, particularly in this industry, for automated polishing processes for complex 3D surfaces. The roughness it requires is often in the range of Ra = 0.05 to 0.3 μm.
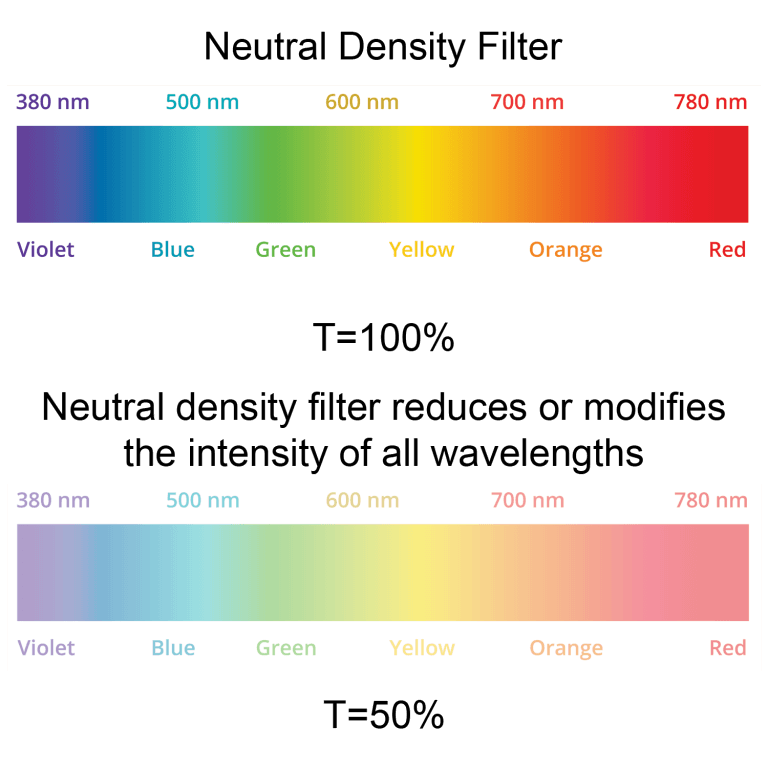
Neutral density (ND) filters, conversely, serve to uniformly diminish the intensity of all wavelengths, ensuring the preservation of color integrity. Notably, a prevalent application of ND filters is discovered in photography. Once attached in front of the lens, an ND filter provides photographers with precise control over the light reaching the sensor. This empowerment enables photographers to finely adjust various specifications, thereby preventing overexposure and ultimately producing superior results in photos.
Long pass optical filterprice
Bandpass filters, in essence, can be seen as a fusion of longpass filters and shortpass filters. These filters exhibit high transmission within a specified wavelength range while effectively blocking all other wavelengths.
Long pass FilterThorlabs
Burrs and edges can be removed by laser machining and remelted as a function of the requirements. In this case, when a defined shape is melted, for example, uniform rounding can be achieved.
On the tool steels 1.2343, 1.2311, 1.2379 and 1.3207, laser polishing can be used to smooth milled and eroded surfaces with a roughness of Ra = 1 to 4 μm down to a roughness of Ra = 0.05 to 0.2 μm. The surface rate here is about 1 cm²/min, but can be increased to up to 10 cm²/min by material-adapted intensity distributions. Injection molding and embossing tools with laser-polished surfaces have comparable service lives to those of manually polished tools.
Long pass filtermeaning
Notch filters, alternatively known as band stop filters, serve to obstruct a designated wavelength range while permitting the transmission of light on either side of that range. Notably, the shape of the curve on a wavelength–transmission chart resembles a V.
In the optical field, an optical filter stands out as one of the most prevalent components in design and manufacturing. The selective transmission of specific wavelengths and the blocking of unwanted light are accomplished through the utilization of optical filters. These filters, available in a variety of designs, include:
Due to the machine kinematics with 5+3 axes, special demands are placed on the CAM-NC data chain. Fraunhofer ILT develops solutions that enable the user to use a well-known CAM system for milling, but also for path planning in laser polishing. A downstream technology processor, which combines the functions of a post-processor with specific adjustments, converts the milling paths into laser polishing paths. The 3D laser scanner is controlled by a flexible software system that can be seamlessly integrated into the NC control of the machine. The machine and the CAM-NC data chain are available for component- and application-specific test series at Fraunhofer ILT.
VIETNAM:Alpha Industrial Park, Tu ThonVillage, Yen My District, HungYen Province 17721+84 221-730-8668sales-vn@avantierinc.com
Laser polishing is particularly well suited for nickel, titanium and cobalt/chromium alloys. Even with an initial roughness in the range Ra = 1 to 15 μm, a roughness of Ra < 0.2 μm can be achieved with an area rate of 1 to 5 cm²/min. Other steels and cast alloys can also be polished. The polishing result depends on the material and its homogeneity.
Long pass filterfluorescence
Multi-bandpass filters, can be regarded as duplication of bandpass filters, which have high transmission for multiple wavelength regions;
Shortpass filters, contrasting with longpass filters, exclusively permit the passage of shorter wavelengths while obstructing longer ones. In contrast, they exhibit a sharp cut-off, gradually approaching zero transmission from the high transmission end.
The Fraunhofer Institute for Laser Technology ILT uses laser radiation to automatically polish components with complex 3D surfaces. With this new process, users from various industries, such as those from tool and mold industry or medical technology, can avoid tedious manual p rocessing and save both money and time.
Titanium materials are often used in medical technology. While these can be polished with conventional, cutting processes, there is a great expenditure of time and personnel. When this process is automated using laser polishing, machining time and cost can be significantly reduced. Laser-polished surfaces have a high degree of geometrical accuracy owing the principle involved and, therefore, allow tight tolerances. The absence of grinding and polishing agents also means that the surfaces have a high chemical purity after laser polishing, which is particularly important for implants.
When laser radiation is used to polish metals, a thin surface layer of the workpiece is remelted and the surface smoothed due to interfacial tension. The innovation of laser polishing lies in its fundamentally different mode of action (remelting) compared to conventional grinding and polishing processes (ablation). For metallic materials, diode-pumped solid-state lasers are generally used. If the surfaces already have a low roughness, e. g. after grinding, pulsed lasers with pulse durations of several 100 ns can be used. If the surfaces are rougher, e. g. after milling or additive manufacturing, continuous lasers are used. The remelting depth is between a few 100 nm when pulsed lasers are used and up to 100 μm with continuous lasers.



 Ms.Cici
Ms.Cici 
 8618319014500
8618319014500