
90° Angle Brackets - 90 degree l bracket
For example: Diameter of the field of view (mm) = 20 / 40 = 0.50, where 20 is the field number of eyepiece, and 40 = objective mag.
SPIsurface finishstandard
ISO Finishing is an isotropic finishing specialist providing mass finishing services and equipment sales. Surface preparation solutions for cast, molded, machined, fabricated, and 3D printed components. ISO 9001:2015 Certified, CAGE Code Registered, FFL Licensed
ISO Finishing specializes in vibratory finishing, high energy polishing, and micro-precision surface finish improvement. Through our innovative finishing solutions and industry leading delivery times, ISO Finishing has become the go-to finishing resource for Fortune 500 manufacturers to small business owners alike. We can process very small 1 cubic millimeter parts, as large as 9-1/2” diameter by 26” long, or a 3” diameter by 32” long component. Serving industry leaders in additive manufacturing, aerospace/aviation, defense/military, dental, firearm, injection molding, medical, OEM, and performance motorsport markets. ISO Finishing is known for quality metal finishing expertise on titanium, aluminum, stainless steel, carbon steel, brass and copper. We also have the proven ability to offer customized finishes on plastic, rubber, silicone, and ceramic parts. ISO Finishing is committed to provide unsurpassed customer satisfaction by maintaining the highest quality finishing solutions.
N6surface finish
Diameter of the field of view (mm) = F / M, where F is the number of field of view (FOV) of the eyepiece, and M is the magnification (mag.) of the objective.
Stainless steelsurface finish
Maintaining surface finish is critical for manufacturers and engineers to produce consistent and reliable production processes for each product. Where precision surface engineering is required, surface measurement may be a key element of maintaining control of the manufacturing, by monitoring the process to ensure it is within certain specifications. Mass finishing allows for the mechanical finishing of many parts simultaneously. Mass finishing may be used to deburr, descale, brighten, and polish parts. Mass deburring is considered a ‘loose-abrasive’ method in which batches of parts are vibrated or tumbled in specifically designed tubs or barrels along with an abrasive media. Finishing media may be produced from organic, and preformed metallic, ceramic, or resin-bonded plastic materials. There are different finishing techniques used to achieve a high-quality surface finish. ISO Finishing has developed and documented processes to ensure each finished part exceeds the most demanding requirements to achieve consistent results.
The field area (A) is calculated by . If the cell is used as unit (instead of mm), the total number of cells in the field of view can be derived from the number of cells on the diameter line with the formula. This is an excellent approximation for most of our histological samples. For example, if 16 positive cells and 28 total cells are on the line across diameter, respectively. Then Positive cells (Pi x 82 =201) divided by total cells number (Pi x 142 = 616) in entire field would be % of positive cells (201/ 616= 32.6%) (Figure).
Surface finish usually refers to a level of polishing or texture intended for the part or component surface. Some parts may require simple burr removal to allow them to enter the next phase of production. Other parts may require complete polishing if they are finished goods. The desired finish of a job depends on the product application, material, and type of finish your part requires.
No 4finish
Surface finish
Most modern microscopes have eyepieces with the number of field of view at 20 or 22. The diameters of the field of view are listed:
Most people use put a transparent plastic ruler under microscope to perform this task. Actually, the microscope itself provides pretty accurate measurements ranging from 0.2 - 10 mm. Based on optical physics, the diameter of the field of view can be reliably derived by a simple formula:
Surface roughness, or the texture of a surface, is a calculation of the relative roughness of a surface profile using a single numeric parameter Ra. Ra is the arithmetic average of surface heights measured across a surface, Ra surface finish. Simply average the height across the microscopic peaks and valleys. Surface roughness can be measured by a profilometer, a surface profile measurement tool. It basically reflects the average height of roughness component irregularities from a mean line. Ra surface finish provides a simple value for accept or reject decisions.
Surface roughness is a component of surface texture and plays an important roll in determining how an object will interact with its environment. Roughness is a good indicator of the performance of a mechanical component, since irregularities on the surface may form nucleation sites for cracks or corrosion. In tribology, rough surfaces usually wear more quickly and may have higher friction coefficients than smooth surfaces. For some applications, roughness may be desired to promote adhesion for cosmetic finish coatings such as painting, powder coating or plating.
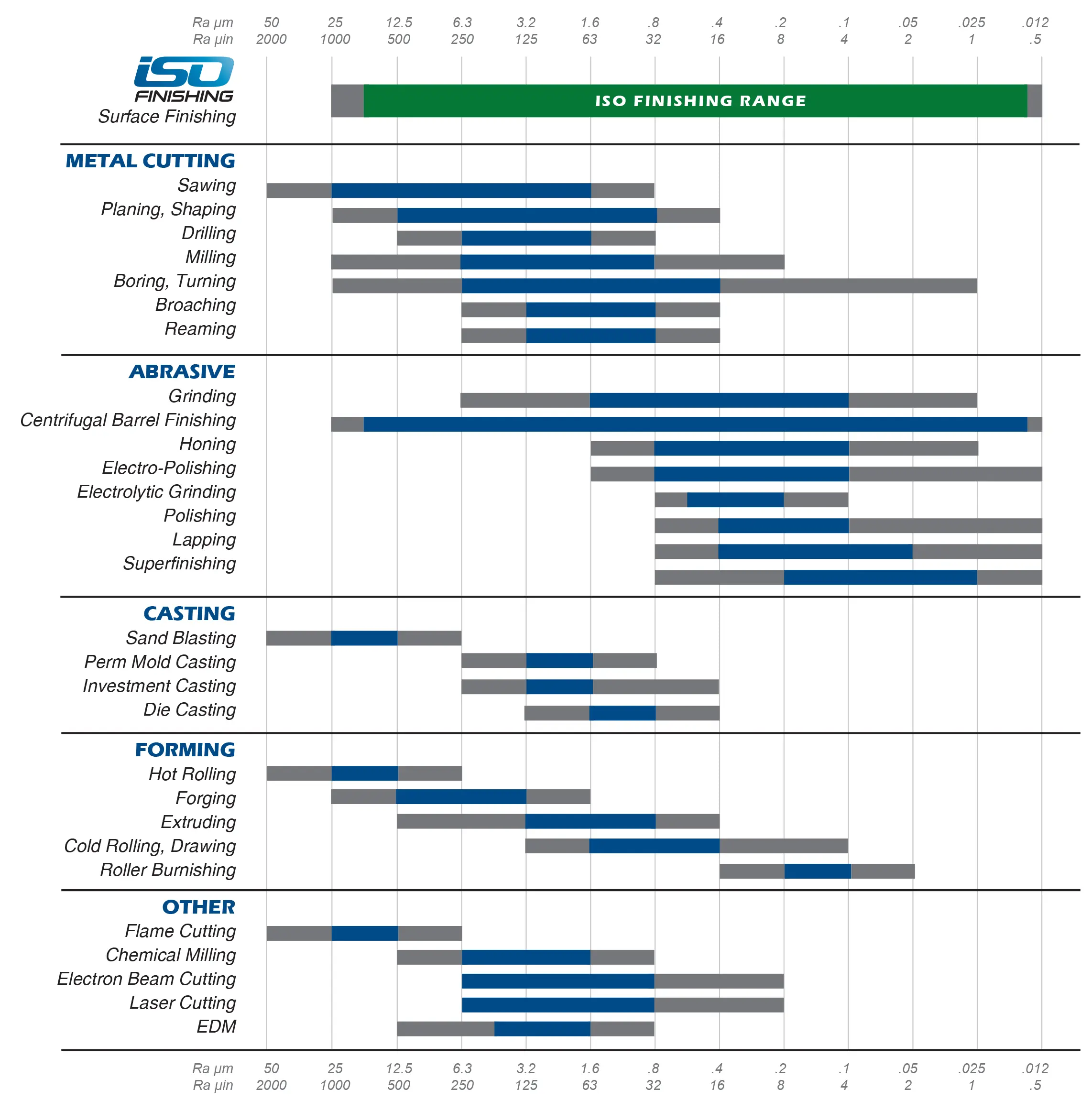
There are wide ranging variations in finishing and edge conditions. Listed are some of the more common manufacturing techniques and their corresponding Ra surface finish values. See how ISO Finishing compares to common metal manufacturing practices.




 Ms.Cici
Ms.Cici 
 8618319014500
8618319014500