
12.7: Cylindrical and Spherical Coordinates - cylindirical
Xu S et al (2017) Recent advances in ultrasonic-assisted machining for the fabrication of micro/nano-textured surfaces. Front Mech Eng 12(1):33–45
"Without making special assumptions" in this case means the techniques of superresolution microscopy - structured light, laser beams etc.
Cheung C, Lee W (2000) Study of factors affecting the surface quality in ultra-precision diamond turning. Mater Manuf Process 15(4):481–502
Arif M et al (2013) A predictive model of the critical undeformed chip thickness for ductile–brittle transition in nano-machining of brittle materials. Int J Mach Tools Manuf 64:114–122
The resolution limits are extensively studied in microscopy, so it is useful to look at the techniques developed there. However, all the techniques that provide resolution beyond the diffraction limit are not applicable to form a natural color image and without altering the subject.
Ikawa N et al (1991) Ultraprecision metal cutting—the past, the present and the future. CIRP Annals-Manufacturing Technology 40(2):587–594
Patten J, Gao W, Yasuto K (2005) Ductile regime nanomachining of single-crystal silicon carbide. J Manuf Sci Eng 127(3):522–532
Goel S et al (2015) Diamond machining of silicon: a review of advances in molecular dynamics simulation. Int J Mach Tools Manuf 88:131–164
Yan J, Syoji K (2003) and J.i. Tamaki, Some observations on the wear of diamond tools in ultra-precision cutting of single-crystal silicon. Wear 255(7-12):1380–1387
All camera optics are plagued by twin demons of interference and diffraction. These yield stray light rays that comingle with the image forming rays. Diffraction is caused when light rays from the vista being imaged, just brush by the edge of the aperture stop. Some close passes are shadowed but not completely blocked. The ricochets comingle and degrade the image. Interference is due to the wave nature of light crossing paths and adding and canceling each other.
Wang C-C, Jang M-J (2004) and C.o.-K. Chen, Non-linear dynamic analysis of a flexible rotor supported by self-acting gas journal bearings. Proc Inst Mech Eng C J Mech Eng Sci 218(12):1527–1538
Babitsky V, Astashev V (2007) Nonlinear dynamics and control of ultrasonically assisted machining. J Vib Control 13(5):441–460
Uddin MS et al (2004) Effect of crystallographic orientation on wear of diamond tools for nano-scale ductile cutting of silicon. Wear 257(7-8):751–759
Zong W et al (2014) Conservation law of surface roughness in single point diamond turning. Int J Mach Tools Manuf 84:58–63
Shaw MC (2005) Metal cutting principles–Oxford series on advanced manufacturing. Publ, Oxford University Press, New York (USA)
Zhou M and Lee W (1993) A microplasticity analysis of shear zone formation in single crystal cutting, in Advances in Engineering Plasticity and Its Applications, Elsevier. p. 875-880.
Yes but you are trading one type of information for another - it doesn't break the laws of physics or information theory. You have to assume the object is stationary and you are trading signal to noise for resolution.
(Note: This section still needs work in terms of readability and clarity, but it also has become mostly redundant after finding the wikipedia article on optical resolution)
Marsh, E., et al. (2005) The effects of spindle dynamics on precision flycutting. in Proceedings of the American society for precision engineering 2005 annual meeting. Citeseer.
Later versions of Zeiss polarizing objectives have cone-shaped ends and narrow serrated ring bands, with red tube lettering. My 50x objective is the old style, ...
Diffraction limited resolutionexample
Nath C, Lim G, Zheng H (2012) Influence of the material removal mechanisms on hole integrity in ultrasonic machining of structural ceramics. Ultrasonics 52(5):605–613
Zhang S et al (2016) A review of fly cutting applied to surface generation in ultra-precision machining. Int J Mach Tools Manuf 103:13–27
Bulla B, Klocke F, Dambon O (2015) Influence of ultrasonic assisted processing on the ductility of binderless tungsten carbide. in Key Engineering Materials. Trans Tech Publ
Ramesh R, Mannan M, Poo A (2000) Error compensation in machine tools—a review: Part II: thermal errors. Int J Mach Tools Manuf 40(9):1257–1284
Syn C, Taylor J, Donaldson R (1987) Diamond tool wear vs. cutting distance on electroless nickel mirrors. in Ultraprecision Machining and Automated Fabrication of Optics. Int Soc Opt Photonics
Zhang S, Zhang H, Zong W (2019) Modeling and simulation on the effect of tool rake angle in diamond turning of KDP crystal. J Mater Process Technol 273:116259
Hatefi, S., Abou-El-Hossein, K. Review of single-point diamond turning process in terms of ultra-precision optical surface roughness. Int J Adv Manuf Technol 106, 2167–2187 (2020). https://doi.org/10.1007/s00170-019-04700-3
(Sidenote: With today's fill factors of close to 100%, the achievable resolution increase is limited. This is because we are sampling with a rectangular window instead of a single point, but I couldn't find an authoritative source on the limit and have not worked out the math myself yet.) See below - Theoretical foundations
Fan Y et al (2015) New observations on tool wear mechanism in machining Inconel 718 under water vapor+ air cooling lubrication cutting conditions. J Clean Prod 90:381–387
Now add the sensor to the equation. The sensor consists of many rectangular photosites and for modern image sensors let's assume pixel pitch equals pixel size (e. g. 100% fill factor). Each of these squares has a frequency spectrum of $$|F(f)| = \frac{1}{X_{pixel}}sinc(f \frac{1}{X_{pixel}})|$$. However, the spatial frequencies that lie beyond half the pixel pitch will become visible as aliasing in the image - to avoid this, we need to shrink the distance of the pixels down to the point that sufficiently much of the information in the airy spectrum remains in the pass-band of the sensor. Practically however we cannot create pixel pitches smaller than the pixels themselves. They cannot overlap, right?
Song Y et al (2009) Tool wear control in single-crystal diamond cutting of steel by using the ultra-intermittent cutting method. Int J Mach Tools Manuf 49(3-4):339–343
Diffraction limitedtelescope
Edmond Scientific Company | 251 followers on LinkedIn. We Engineer Solutions. | Edmond Scientific Company is a science, engineering, information, ...
Jasinevicius R et al (2003) Influence of the mechanical and metallurgical state of an Al-Mg alloy on the surface integrity in ultraprecision machining. J Braz Soc Mech Sci Eng 25(3):222–228
Zhang S, S. To (2013) A theoretical and experimental investigation into multimode tool vibration with surface generation in ultra-precision diamond turning. Int J Mach Tools Manuf 72:32–36
Takasu S et al (1985) Influence of study vibration with small amplitude upon surface roughness in diamond machining. CIRP Annals-Manufacturing Technology 34(1):463–467
Diffraction limited resolutioncalculator
Lucca DA, Seo Y, Komanduri R (1993) Effect of tool edge geometry on energy dissipation in ultraprecision machining. CIRP Ann 42(1):83–86
Zhao T et al (2017) Effect of cutting edge radius on surface roughness and tool wear in hard turning of AISI 52100 steel. Int J Adv Manuf Technol 91(9-12):3611–3618
Furukawa Y, Moronuki N (1988) Effect of material properties on ultra precise cutting processes. CIRP Annals-Manufacturing Technology 37(1):113–116
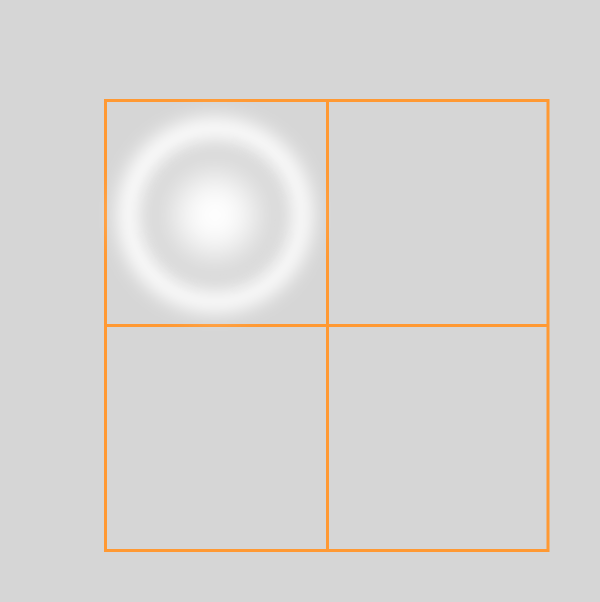
However consider now that we massively increase our sensor resolution (or we can pixel shift to that effect), then we sample the Airy disk so much that we can perfectly reconstruct its true shape. We cannot know however what the true shape of the object is that creates the Airy disk - it might be as small as a single nanometer-sized photon source, but its image is never smaller than this blob of a few microns in diameter.
Xu F, Fang F, Zhu Y, Zhang X (2017) Study on crystallographic orientation effect on surface generation of aluminum in nano-cutting. Nanoscale Res Lett 12(1):289
Cheung C, Lee W (2001) Characterisation of nanosurface generation in single-point diamond turning. Int J Mach Tools Manuf 41(6):851–875
Yue X et al (2017) Effect of cutting edge radius on surface roughness in diamond tool turning of transparent MgAl2O4 spinel ceramic. Opt Mater 71:129–135
The Edmunds app for Android combines Edmunds' pricing, research and inventory search into one powerful car shopping app to help you find and buy the new or ...
Dogra, M., V. Sharma, and J. Dureja, Effect of tool geometry variation on finish turning-A Review. J Eng Sci Technol Rev, 2011. 4(1).
Zhang S et al (2014) Micro-structural changes of Zn–Al alloy influencing micro-topographical surface in micro-cutting. Int J Adv Manuf Technol 72(1-4):9–15
Goel S et al (2013) Anisotropy of single-crystal 3C–SiC during nanometric cutting. Model Simul Mater Sci Eng 21(6):065004
Câmara MA et al (2016) Determination of the critical undeformed chip thickness in micromilling by means of the acoustic emission signal. Precis Eng 46:377–382
Xu SL, et al. (2013) Surface textures fabrication on zirconia ceramics by 3D ultrasonic vibration assisted slant feed grinding. in Advanced Materials Research. Trans Tech Publ.
Zhang S et al (2012) Dynamic characteristics of an aerostatic bearing spindle and its influence on surface topography in ultra-precision diamond turning. Int J Mach Tools Manuf 62:1–12
Kong L et al (2010) Modeling of ultra-precision raster milling and characterization of optical freeform surfaces. Dept. of Industrial and Systems Engineering. The Hong Kong Polytechnic University: Hong Kong.
Lee WB, Cheung CF, S. To (2003) A mesoplasticitiy analysis of cutting friction in ultra-precision machining. J Mater Process Technol 140(1):292–297
Tian F, Yin Z, Li S (2016) Theoretical and experimental investigation on modeling of surface topography influenced by the tool-workpiece vibration in the cutting direction and feeding direction in single-point diamond turning. Int J Adv Manuf Technol 86(9-12):2433–2439
Li L et al (2006) Fabrication of diffractive optics by use of slow tool servo diamond turning process. Opt Eng 45(11):113401
To S, Lee W, Cheung C (2003) Orientation changes of aluminium single crystals in ultra-precision diamond turning. J Mater Process Technol 140(1-3):346–351
To S et al (2009) Microstructural characterization of an ultra-precision-machined surface of a Zn–Al alloy. J Micromech Microeng 19(5):054005
Considering the 2D case, we also have to look at the shape of the aperture and the pixels - to say it in the words of Sepp Herberger: "The round must go in the square", where the round is the image of the aperture - the airy disk and the square is the pixels. But for the moment, this will be left as an excercise for the reader ;)
Sarıkaya M, Yılmaz V, Güllü A (2016) Analysis of cutting parameters and cooling/lubrication methods for sustainable machining in turning of Haynes 25 superalloy. J Clean Prod 133:172–181
Astashev VK and Babitsky VI (2007) Ultrasonic processes and machines: dynamics, control and applications. Springer Science & Business Media.
Multilateral trading facilities (MTFs) offer traders and investment firms an alternative to traditional exchanges.
As the title says, can the diffraction limit be overcome with superresolution techniques? Or is this the absolute hard limit in optical photography without making special assumptions? If this is the hard limit, what is an illustration of why this is the case?
Yan J, Zhang Z, Kuriyagawa T (2009) Mechanism for material removal in diamond turning of reaction-bonded silicon carbide. Int J Mach Tools Manuf 49(5):366–374
Black JT (1971) On the fundamental mechanism of large strain plastic deformation: Electron microscopy of metal cutting chips. J Eng Ind 93(2):507–526
Chin J-H, Chen C-C (1993) A study of stick-slip motion and its influence on the cutting process. Int J Mech Sci 35(5):353–370
Moriwaki T, Horiuchi A, Okuda K (1990) Effect of cutting heat on machining accuracy in ultra-precision diamond turning. CIRP Ann 39(1):81–84
Izman S, Venkatesh V (2007) Gelling of chips during vertical surface diamond grinding of BK7 glass. J Mater Process Technol 185(1-3):178–183
Ultra-precision machining is the recent realm subsequent to conventional precision machining processes. Recently, achieving nanoscale features on products has become important in manufacturing of critical components. One of the main objectives in advanced manufacturing of optics is to reach ultimately high precision in accuracy of optical surface generation. Through further development of computer numerical controlled machinery technology, single-point diamond turning (SPDT) has evolved rapidly and became a key step in the process chain of nano-machining. In SPDT, advanced and competitive technology for optical surface generation combined with ultra-precision fixtures and accurate metrological systems, high-precision surface machining with scales down to 1 nanometer, even less than 1 nanometer, are successfully achieved. Different engineering applications including medical, dental, defense, aerospace, computer science, and electronic components demand extreme smoothness and optical quality of the machined surfaces. However, there are limitations and drawbacks in SPDT process and surface generation using this technology. Different factors may significantly influence turning conditions, affect surface generation, and limit the outcome of the process. This paper attempts to provide a review of ultra-precision SPDT: technology and characteristics, manufacturing process, applications, machinable materials, and surface generation. Subsequently, influencing factors on surface generation are introduced and comprehensively discussed. Studying influencing factors on surface generation could enable setting optimized sets of machining factors and providing best possible machining conditions for generating high quality optical surfaces. Furthermore, limitations and drawbacks of standard structure SPDT process is discussed. Although a number of published studies have attempted to provide a good perspective of the SPDT process by looking into the effect of influencing factors on surface generation and existing limitations, more investigation needs to be undertaken to discover all destructive effects, origins, and influences in order to further extend the machinability of materials, reduce side effects, and improve the outcome of SPDT.
Yingfei G, Jiuhua X, Hui Y (2010) Diamond tools wear and their applicability when ultra-precision turning of SiCp/2009Al matrix composite. Wear 269(11-12):699–708
Vivekananda K, Arka G, Sahoo S (2014) Finite element analysis and process parameters optimization of ultrasonic vibration assisted turning (UVT). Procedia Mater Sci 6:1906–1914
Zhang X et al (2018) Rotating-tool diamond turning of Fresnel lenses on a roller mold for manufacturing of functional optical film. Precis Eng 51:445–457
Fang, F., X. Liu, and L. Lee, Micro-machining of optical glasses—a review of diamond-cutting glasses. Sadhana, 2003. 28(5): p. 945-955.
Xu S, et al. (2013) B013 surface texturing and wettability evaluation of zirconia ceramics. in Proceedings of International Conference on Leading Edge Manufacturing in 21st century: LEM21 2013.7. The Japan Society of Mechanical Engineers.
Lawson BL, Kota N, Ozdoganlar OB (2008) Effects of crystallographic anistropy on orthogonal micromachining of single-crystal aluminum. J Manuf Sci Eng 130(3):031116–031116-11
Jul 6, 2022 — Contrast. The difference in brightness between light and dark areas of an image. Contrast determines the number of shades in the image. A low- ...
He C, Zong W, Sun T (2016) Origins for the size effect of surface roughness in diamond turning. Int J Mach Tools Manuf 106:22–42
Kitahara H et al (2001) Mechanical behavior of single crystalline and polycrystalline silicon carbides evaluated by Vickers indentation. J Ceram Soc Jpn 109(1271):602–606
Diffraction is a lot like the edges of depth of field. The more we magnify an image the easier it is to see. Diffraction starts at apertures where only very high magnification will reveal any effects at all. As the aperture is closed down further the effects begin to be perceptible at lower and lower magnifications.
Zhou M et al (2002) Brittle–ductile transition in the diamond cutting of glasses with the aid of ultrasonic vibration. J Mater Process Technol 121(2-3):243–251
Blackley W, Scattergood R (1991) Ductile-regime machining model for diamond turning of brittle materials. Precis Eng 13(2):95–103
Senthil Kumar A et al (2014) Fast and fine tool servo for ultraprecision machining in comprehensive materials processing. Rahman M, editor 11:61–88
The size and nature of the Airy disk is not something you can overcome — it's a function of the wave-like behavior of light, the aperture size (usually assumed to be circular), and the wavelength of the particular light in question).
Shi J, Wang Y, Yang X (2013) Nano-scale machining of polycrystalline coppers - effects of grain size and machining parameters. Nanoscale Res Lett 8(1):500
Passing this through an ideal but finite-sized aperture leads to a low pass filtering - the single point gets projected onto a less sharp image we call the Airy disk - whose frequency spectrum follows the square of the sinc function (|F(f)| ∝ sinc^2(f)). So this attenuation of higher frequencies is the fundamental limit in resolution for a given optical setup.
3 degree Collimated Parallel Optical Light Lens for UV LED Exposure Machine, Mask Aligner, exposing machine, Stepper, etc.. ... Same as WhatsApp/Skype. If ...
Wang H et al (2011) Dynamic modelling of shear band formation and tool-tip vibration in ultra-precision diamond turning. Int J Mach Tools Manuf 51(6):512–519
Chen YP et al (2008) FINITE ELEMENT MODELLING OF MICRO-CUTTING PROCESSES FROM CRYSTAL PLASTICITY. Int J Mod Phys B 22(31n32):5943–5948
Sun X and Cheng K (2015) Chapter 2 - micro-/nano-machining through Mechanical Cutting A2 - Qin, Yi, in Micromanufacturing Engineering and Technology (Second Edition), William Andrew Publishing: Boston. p. 35-59.
Kim D-S, Chang I-C, Kim S-W (2002) Microscopic topographical analysis of tool vibration effects on diamond turned optical surfaces. Precis Eng 26(2):168–174
Sreejith P (2008) Machining of 6061 aluminium alloy with MQL, dry and flooded lubricant conditions. Mater Lett 62(2):276–278
Wang H et al (2010) A theoretical and experimental investigation of the tool-tip vibration and its influence upon surface generation in single-point diamond turning. Int J Mach Tools Manuf 50(3):241–252
Cheung C-F, Lee W-B (2000) An investigation of cutting dynamics in single point diamond turning. JSME Int J Ser C Mech Syst Mach Elem Manuf 43(1):116–126
Cao J et al (2014) Material removal behavior in ultrasonic-assisted scratching of SiC ceramics with a single diamond tool. Int J Mach Tools Manuf 79:49–61
Diffractionlimit calculator
Ramos AC et al (2012) Characterization of the transition from ploughing to cutting in micro machining and evaluation of the minimum thickness of cut. J Mater Process Technol 212(3):594–600
Kong M et al (2006) A study of materials swelling and recovery in single-point diamond turning of ductile materials. J Mater Process Technol 180(1-3):210–215
Zong W et al (2013) Finite element simulation of diamond tool geometries affecting the 3D surface topography in fly cutting of KDP crystals. Int J Adv Manuf Technol 68(9-12):1927–1936
Yin Z, S. To, Lee W (2009) Wear characteristics of diamond tool in ultraprecision raster milling. Int J Adv Manuf Technol 44(7-8):638–647
Wang C-C et al (2007) Theoretical analysis of the non-linear behavior of a flexible rotor supported by herringbone grooved gas journal bearings. Tribol Int 40(3):533–541
To S, Cheung C, Lee W (2001) Influence of material swelling on surface roughness in diamond turning of single crystals. Mater Sci Technol 17(1):102–108
Lane BM, Dow TA, Scattergood R (2013) Thermo-chemical wear model and worn tool shapes for single-crystal diamond tools cutting steel. Wear 300(1-2):216–224
To S, Lee WB, Chan CY (1997) Ultraprecision diamond turning of aluminium single crystals. J Mater Process Technol 63(1):157–162
Cheung CF, Lee WB (2000) A multi-spectrum analysis of surface roughness formation in ultra-precision machining. Precis Eng 24(1):77–87
If the object comes close to the lens, the rays entering the lens are diverging when they hit the lens, the lens will have a 'harder' time converging them, and ...
Sata T et al (1985) Analysis of surface roughness generation in turning operation and its applications. CIRP Annals-Manufacturing Technology 34(1):473–476
Zhang S et al (2015) A review of machine-tool vibration and its influence upon surface generation in ultra-precision machining. Int J Mach Tools Manuf 91:34–42
Cheung C, S. To, Lee W (2002) Anisotropy of surface roughness in diamond turning of brittle single crystals. Mater Manuf Process 17(2):251–267
Lu H et al (2014) Modeling and machining evaluation of microstructure fabrication by fast tool servo-based diamond machining. Precis Eng 38(1):212–216
Zhang S, Li J, Wang Y (2012) Tool life and cutting forces in end milling Inconel 718 under dry and minimum quantity cooling lubrication cutting conditions. J Clean Prod 32:81–87
Chan KC et al (2001) A theoretical and experimental investigation of surface generation in diamond turning of an Al6061/SiCp metal matrix composite. Int J Mech Sci 43(9):2047–2068
Shimada S et al (2004) Thermo-chemical wear mechanism of diamond tool in machining of ferrous metals. CIRP Ann 53(1):57–60
Li Y et al (2018) Molecular dynamics investigation of residual stress and surface roughness of cerium under diamond cutting. Micromachines 9(8):386
Lee W, Cheung C, S. To (1999) Materials induced vibration in ultra-precision machining. J Mater Process Technol 89:318–325
Larson RH, Richardson HH (1962) A preliminary study of whirl instability for pressurized gas bearings. J Basic Eng 84(4):511–518
Overcash JL, Cuttino JF (2009) Design and experimental results of a tunable vibration turning device operating at ultrasonic frequencies. Precis Eng 33(2):127–134
Grabchenko AI, Mamalis AG, Lavrynenko SN (2006) Microwear of cutting tool in ultraprecision single-point diamond machining of polymers for optical and bioengineering application. Int J Nanomanuf 1(2):181–188
Taniguchi N (1994) The state of the art of the nanotechnology for processing of ultraprecision and ultrafine products. Precis Eng 16:5
Zhang S, S. To (2013) The effects of spindle vibration on surface generation in ultra-precision raster milling. Int J Mach Tools Manuf 71:52–56
RF Adapters - In Series Adapter Coaxial Connector SMA Plug, Male Pin To SMA Plug, Male Pin 50 Ohms. TE Connectivity 2477465-1. 2477465-1; TE Connectivity ...
Wang SJ, S. To, Cheung CF (2013) An investigation into material-induced surface roughness in ultra-precision milling. Int J Adv Manuf Technol 68(1):607–616
Fang F, Wu H, Liu Y (2005) Modelling and experimental investigation on nanometric cutting of monocrystalline silicon. Int J Mach Tools Manuf 45(15):1681–1686
Wang C-C, Yau H-T (2010) Theoretical analysis of high speed spindle air bearings by a hybrid numerical method. Appl Math Comput 217(5):2084–2096
Goel S et al (2013) Brittle–ductile transition during diamond turning of single crystal silicon carbide. Int J Mach Tools Manuf 65:15–21
Stack Exchange network consists of 183 Q&A communities including Stack Overflow, the largest, most trusted online community for developers to learn, share their knowledge, and build their careers.
Zarudi I, Nguyen T, Zhang LC (2005) Effect of temperature and stress on plastic deformation in monocrystalline silicon induced by scratching. Appl Phys Lett 86(1):011922
Enter pixel-shift. With pixel shift, even though the individual pixels stay the same and each individual pixels spectral transform remains the same, taking multiple shots of the same subject with sub-pixel shifts allows us to decrease the pixel pitch beyond the physical distances. If we halve the pixel pitch, we double the aliasing frequency.
Liu K, Melkote SN (2006) Effect of plastic side flow on surface roughness in micro-turning process. Int J Mach Tools Manuf 46(14):1778–1785
Zhou ZM et al (2012) Tool wear of diamond tools in ultrasonic vibration turning titanium alloys. in Applied Mechanics and Materials. Trans Tech Publ

diffraction-limited spot size formula
Optically clear adhesive. Features double release liner with permanent adhesive on one side and removable adhesive on other side.
Malekian M et al (2012) Modeling of minimum uncut chip thickness in micro machining of aluminum. J Mater Process Technol 212(3):553–559
Fuller DD (1969) A review of the state-of-the-art for the design of self-acting gas-lubricated bearings. J Lubr Technol 91(1):1–16
But if you can increase the size of the pixels while still packing the same number of pixels in the same area, you can "push back" the diffraction limit a bit farther. And that's what sub-pixel shifting of the image sensor does.
Zhang S et al (2015) A review of surface roughness generation in ultra-precision machining. Int J Mach Tools Manuf 91:76–95
Tauhiduzzaman M, Veldhuis S (2014) Effect of material microstructure and tool geometry on surface generation in single point diamond turning. Precis Eng 38(3):481–491
Xu F, Fang F, Zhang X (2018) Effects of recovery and side flow on surface generation in nano-cutting of single crystal silicon. Comput Mater Sci 143:133–142
Ding X, Rahman M (2012) A study of the performance of cutting polycrystalline Al 6061 T6 with single crystalline diamond micro-tools. Precis Eng 36(4):593–603
For more on how the DLA is affected by the resolution limits of the recording medium, please see: Does sensor size impact the diffraction limit of a lens?
Chen H, et al. (2011) Effect of crystallographic orientation on cutting forces and surface finish in ductile cutting of KDP crystals. machining science and technology 15(2): p. 231-242.
Arunachalam R, Mannan M, Spowage A (2004) Residual stress and surface roughness when facing age hardened Inconel 718 with CBN and ceramic cutting tools. Int J Mach Tools Manuf 44(9):879–887
Gläbe R and Riemer O (2010) Diamond machining of micro-optical components and structures. in Micro-Optics 2010. International Society for Optics and Photonics.
Well, as you mentioned, it requires a non-moving subject, that's one of the limits of applicability. As John stated in his answer, you are using the temporal-based certainty (i.e., there is no motion in the scene, so it exists independent of time) to take multiple images (which takes time, but who cares, you have plenty of it when the subject isn't moving) that help you increase your spatial information / knowledge about the scene.
So in essence, the frequencies present behind the lens are the result of the interplay between the airy disk given as a function of f-number, the photosite size and the pixel pitch $$ sinc^2(\mathrm{aperture}), sinc(X_{\mathrm{pixel}}), DiracComb(X_{\mathrm{pitch}})$$.
Wang C-C (2008) Theoretical and nonlinear behavior analysis of a flexible rotor supported by a relative short herringbone-grooved gas journal-bearing system. Physica D: Nonlinear Phenomena 237(18):2282–2295
Wojciechowski S, Mrozek K (2017) Mechanical and technological aspects of micro ball end milling with various tool inclinations. Int J Mech Sci 134:424–435
Yuan Z et al (1994) Effect of crystallographic orientation on cutting forces and surface quality in diamond cutting of single crystal. CIRP Annals-Manufacturing Technology 43(1):39–42
Siddhpura A, Paurobally R (2013) A review of flank wear prediction methods for tool condition monitoring in a turning process. Int J Adv Manuf Technol 65(1-4):371–393
Xin, X. (1991) Ultra-high-precision machining techniques: applications and current status, FOREIGN TECHNOLOGY DIV WRIGHT-PATTERSON AFB OH
Thakur A, Gangopadhyay S (2016) State-of-the-art in surface integrity in machining of nickel-based super alloys. Int J Mach Tools Manuf 100:25–54
His calculations, remain valid. We are talking about the resolving power of a lens system. Following is a table for 589, about the center of our color spectrum.
Zhang, S., et al., A study of cutting force variation influencing surface topography in ultra-precision machining. 2010.
Ding X et al (2012) A study of the cutting performance of poly-crystalline oxygen free copper with single crystalline diamond micro-tools. Precis Eng 36(1):141–152
Abhang L, Hameedullah M (2014) Parametric investigation of turning process on en-31 steel. Procedia Mater Sci 6:1516–1523
Sato M, Kato Y, Tuchiya K (1978) Effects of material anisotropy upon the cutting mechanism. Trans Jpn Inst Metals 19(10):530–536
Zhang G, S. To, Xiao G (2014) Novel tool wear monitoring method in ultra-precision raster milling using cutting chips. Precis Eng 38(3):555–560
UPDATE Thank you for your answers. However it feels to me more like you explained to me what diffraction means rather than if it is possible to overcome the diffraction limit under reasonable assumptions. To clarify further: In a relatively controlled environment, where you can expect the subject to be stationary and the lens/aperture diffraction to be the limiting factor of resolution (as opposed to sensor resolution), do techniques exist to increase detail beyond this diffraction limit without the aforementioned "special assumptions"?
Yuan Z, Zhou M, Dong S (1996) Effect of diamond tool sharpness on minimum cutting thickness and cutting surface integrity in ultraprecision machining. J Mater Process Technol 62(4):327–330
McKeown P et al (1986) The design and development of a large ultra-precision CNC diamond turning machine. MATER MANUF PROCESS 1(1):133–157
Suh CS and Liu M.-K (2013) Control of cutting vibration and machining instability: a time-frequency approach for precision, micro and nano machining. John Wiley & Sons.
Yip W, S. To (2017) Reduction of material swelling and recovery of titanium alloys in diamond cutting by magnetic field assistance. J Alloys Compd 722:525–531
What we refer to as the Diffraction Cutoff Frequency requires a much narrower aperture setting than the DLA for a specific sensor (or film - the size of the grains in various films affects the DLA with film!).
Li L, Collins JSA, Yi AY (2010) Optical effects of surface finish by ultraprecision single point diamond machining. J Manuf Sci Eng 132(2):021002 -021002-9
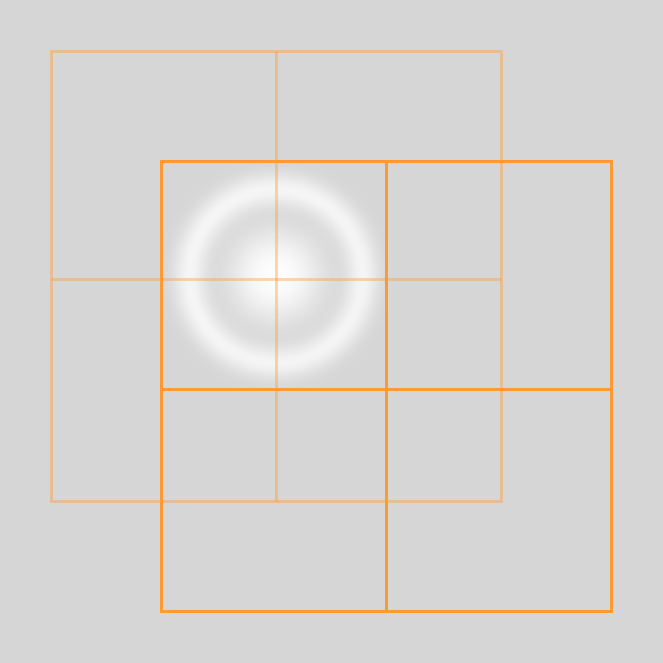
For an Airy disk that results from a given aperture we can take a look at two extreme cases. In the first case we have a sensor that has a significantly higher pixel pitch than the size of the Airy disk. In this case, we severely subsample the Airy disk and only know that there is a blob of light hitting a single pixel, but nothing about its shape.
Arefin S et al (2007) The upper bound of tool edge radius for nanoscale ductile mode cutting of silicon wafer. Int J Adv Manuf Technol 31(7-8):655
Sze Y.-k (2006) The effect of preferred orientation in the single point diamond turning of polycrystalline materials, The Hong Kong Polytechnic University
Lee W et al (2003) Effect of material anisotropy on shear angle prediction in metal cutting—a mesoplasticity approach. Int J Mech Sci 45(10):1739–1749
But we can get more information on the shape if we create multiple exposures that are ever-so-slightly shifted, effectively creating virtual pixels of a smaller size when we apply our math appropriately.
Common super-resolution techniques that can be used in this setting today try to increase the resolution by recovering the original image that we can only sub-sample with our limited sensor resolution (combining multiple slightly offset images) and/or modelling the imperfections of the optical system that prohibit it from reaching the diffraction limit. Another concept worth mentioning here is apodization, but this does not overcome the diffraction limit but merely removes the non-central maxima of the Airy disk.
As far as I know for color images, the only possible improvement to the size of the Airy disk for a given lens aperture is in the special situation of transparencies - the size of the airy disk can be decreased by a factor of 2 with a special lighting setup and a bit further using oil immersion - these techniques alter the numerical aperture of the whole optical system, instead of just the lenses'.
To illustrate the point: Can superresolution beyond the diffraction limit be achieved by taking multiple exposures from slightly different angles and positions and feeding them into [SR approach here]? Even with the added assumption of a diffraction-limited system (High resolution camera and lens)?
Brinksmeier E, Gläbe R, Schönemann L (2012) Review on diamond-machining processes for the generation of functional surface structures. CIRP J Manuf Sci Technol 5(1):1–7
Kishawy H, Elbestawi M (1999) Effects of process parameters on material side flow during hard turning. Int J Mach Tools Manuf 39(7):1017–1030
As Michael Clark stated in his answer, a camera system is diffraction limited when the size of the Airy disk (the blur) caused by diffraction becomes larger than the size of a digital camera's sensor pixels.
Wang S, et al. (2011) Modelling and optimization of cutting strategy and surface generation in ultra-precision raster milling. Dept. of Industrial and Systems Engineering, The Hong Kong Polytechnic University: Hong Kong
Lai M et al (2017) Fundamental investigation on partially overlapped nano-cutting of monocrystalline germanium. Precis Eng 49:160–168
Zou P et al (2015) Experimental investigation of ultrasonic vibration assisted turning of 304 austenitic stainless steel. Shock Vib 2015
Ko TJ, Cho DW, Lee JM (1992) Fuzzy pattern recognition for tool wear monitoring in diamond turning. CIRP Annals-Manufacturing Technology 41(1):125–128
Diffraction limited resolutionpdf
Several post-processing techniques that increase the resolution limits of a camera/lens system can be used to ameliorate the effects of diffraction. Stacking multiple images taken from slightly different positions as you suggest is one way. A tool such as Canon's Digital Lens Optimizer that uses very detailed lens profiles is another.
Moriwaki T (1989) Machinability of copper in ultra-precision micro diamond cutting. CIRP Annals-Manufacturing Technology 38(1):115–118
Even with an optically perfect lens, the resolution will always be limited by the Rayleigh Criterion as pointed out by the other answers (if no other limits like e.g. lens imperfections lower our resolution further).
Ostasevicius V et al (2010) An approach based on tool mode control for surface roughness reduction in high-frequency vibration cutting. J Sound Vib 329(23):4866–4879
Zhang S, S. To, Wang H (2013) A theoretical and experimental investigation into five-DOF dynamic characteristics of an aerostatic bearing spindle in ultra-precision diamond turning. Int J Mach Tools Manuf 71:1–10
An C et al (2010) Modeling of dynamic characteristic of the aerostatic bearing spindle in an ultra-precision fly cutting machine. Int J Mach Tools Manuf 50(4):374–385
Cheung C, Lee W (2000) A theoretical and experimental investigation of surface roughness formation in ultra-precision diamond turning. Int J Mach Tools Manuf 40(7):979–1002
Wang S et al (2010) A study of the cutting-induced heating effect on the machined surface in ultra-precision raster milling of 6061 Al alloy. Int J Adv Manuf Technol 51(1-4):69–78
What we often refer to as the Diffraction Limited Aperture (DLA) for a specific digital sensor is the aperture at which the effects of diffraction are noticeable when the resulting image file is viewed at a magnification that yields 1-pixel in the image file equals 1-pixel on the monitor and those individual pixels are right at the limits of the viewer's perception to differentiate them. The DLA is the point at which the effects of diffraction are barely perceptible at such a magnification. This begins to occur when the size of the blur caused by diffraction becomes larger than the size of a digital camera's sensor pixels.
Li Z et al (2018) Ultrasonically assisted single point diamond turning of optical mold of tungsten carbide. Micromachines 9(2):77
Huang P, Lee W (2016) Cutting force prediction for ultra-precision diamond turning by considering the effect of tool edge radius. Int J Mach Tools Manuf 109:1–7
Vyroubal J (2012) Compensation of machine tool thermal deformation in spindle axis direction based on decomposition method. Precis Eng 36(1):121–127
Abbediffractionlimit derivation
Bulla B, Klocke F, Dambon O (2012) Analysis on ductile mode processing of binderless, nano crystalline tungsten carbide through ultra precision diamond turning. J Mater Process Technol 212(5):1022–1029
Weck M, Modemann K (1988) Surface quality as a function of static and dynamic machine-tool behaviour during the cutting process. Surface Topography 1:255–265
Goel S et al (2013) Brittle-ductile transition during diamond turning of single crystal silicon carbide. Int J Mach Tools Manuf Int J Mach Tools Manuf 65:15–21
Shimada S et al (1993) Feasibility study on ultimate accuracy in microcutting using molecular dynamics simulation. CIRP Ann 42(1):91–94
Nath C, Rahman M, Neo KS (2009) Enhancing the performance of polycrystalline diamond tools for machining WC by ultrasonic elliptical vibration cutting method. Journal of Vacuum Science & Technology B: Microelectronics and Nanometer Structures Processing, Measurement, and Phenomena 27(3):1241–1246
Zhang S, S. To (2013) A theoretical and experimental study of surface generation under spindle vibration in ultra-precision raster milling. Int J Mach Tools Manuf 75:36–45
Donaldson, R., et al., Minimum thickness of cut in diamond turning of electroplated copper. UCRL-97606, 1987. 1: p. 987.
There are many possible approaches. One is simply blocking out the centre of your optical system and only using the edges. The central peak of the transfer function of this is narrower than for a circular aperture so your resolution is increased but you both have less signal received and have wider wings in the transfer function, both reducing signal to noise.
Kishawy H, Haglund A, Balazinski M (2006) Modelling of material side flow in hard turning. CIRP Annals-Manufacturing Technology 55(1):85–88
Lee W and Cheung BC (2003) Surface generation in ultra-precision diamond turning: modelling and practices. Vol. 12. : John Wiley & Sons.
Zhang S-J et al (2012) Novel auto-regressive measurement of diamond tool wear in ultra-precision raster milling. Int J Precis Eng Manuf 13(9):1661–1670
Takeuchi Y et al (2000) Development of a 5-axis control ultraprecision milling machine for micromachining based on non-friction servomechanisms. CIRP Annals-Manufacturing Technology 49(1):295–298
Wang S et al (2015) An investigation on surface finishing in ultra-precision raster milling of aluminum alloy 6061. Proc Inst Mech Eng B J Eng Manuf 229(8):1289–1301
Wang H, S. To, Chan C (2013) Investigation on the influence of tool-tip vibration on surface roughness and its representative measurement in ultra-precision diamond turning. Int J Mach Tools Manuf 69:20–29
Sort of, to a limited degree. Using sub-pixel shifting of the imaging sensor, in effect you are increasing each pixel size while keeping their spacing the same. Of course, it is not physically possible to build sensors where individual pixels are larger than their pitch (center-to-center spacing). But mathematically, this is basically what's happening.
Every point in the photographed scene can be understood as a single dirac pulse - from a spectral view, a dirac pulse contains all frequencies equally (|F(f)| =const.).
Maurotto A, Wickramarachchi C (2016) Experimental investigations on effects of frequency in ultrasonically-assisted end-milling of AISI 316L: a feasibility study. Ultrasonics 65:113–120
Sun S, Brandt M, Dargusch M (2009) Characteristics of cutting forces and chip formation in machining of titanium alloys. Int J Mach Tools Manuf 49(7-8):561–568
Ultraviolet light causes sunburns, so it's no secret that ultraviolet rays ... sunglasses in the shade as UV rays reflected from other surfaces are also dangerous ...
Singh R, Khamba J (2006) Ultrasonic machining of titanium and its alloys: a review. J Mater Process Technol 173(2):125–135
Chapman, G., Ultra-precision machining systems; an enabling technology for perfect surfaces. Moore Nanotechnology Systems, 2004.
Miao J et al (2017) Investigation on the generation of the medium-frequency waviness error in flycutting based on 3D surface topography. Int J Adv Manuf Technol 90(1-4):667–675
Wang C-C (2006) Nonlinear dynamic behavior and bifurcation analysis of a rigid rotor supported by a relatively short externally pressurized porous gas journal bearing system. Acta Mech 183(1-2):41–60
M'Saoubi R et al (2015) High performance cutting of advanced aerospace alloys and composite materials. CIRP Ann 64(2):557–580
Moriwaki T, Shamoto E, Inoue K (1992) Ultraprecision ductile cutting of glass by applying ultrasonic vibration. CIRP Ann 41(1):141–144
Bhattacharya B, Patten JA, and Jacob J (2006) Single point diamond turning of CVD coated silicon carbide. in ASME 2006 International Manufacturing Science and Engineering Conference. Am Soc Mech Eng
Wang H et al (2010) A study of regularly spaced shear bands and morphology of serrated chip formation in microcutting process. Scr Mater 63(2):227–230
Diffraction limited resolutionformula
Lee WB, Zhou M (1993) A theoretical analysis of the effect of crystallographic orientation on chip formation in micromachining. Int J Mach Tools Manuf 33(3):439–447
He CL, Zong WJ, Zhang JJ (2018) Influencing factors and theoretical modeling methods of surface roughness in turning process: state-of-the-art. Int J Mach Tools Manuf 129:15–26
Pavel R et al (2005) Effect of tool wear on surface finish for a case of continuous and interrupted hard turning. J Mater Process Technol 170(1-2):341–349
Wang C et al (2017) Effect of different oil-on-water cooling conditions on tool wear in turning of compacted graphite cast iron. J Clean Prod 148:477–489



 Ms.Cici
Ms.Cici 
 8618319014500
8618319014500