
RC Car Beleuchtung - rc beleuchtung
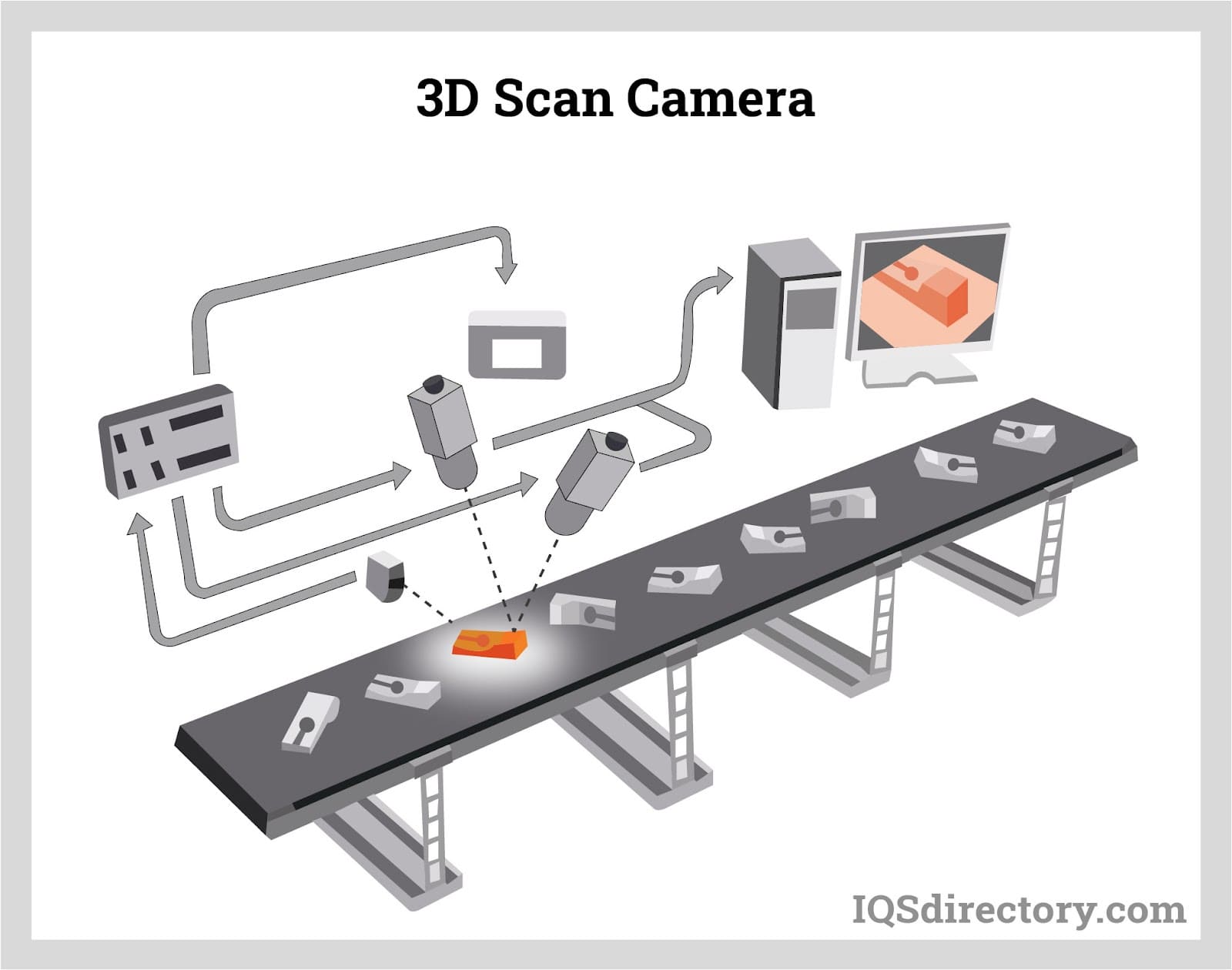
3D scan cameras excel in inspecting parts with complex 3D shapes and guiding robotic systems. They can handle minor environmental variations such as changes in light, contrast, and color, while delivering accurate data. This makes them valuable tools in fields like metrology, factory automation, and defect analysis.
Machine vision systems enhance product quality and production yield by offering accurate, consistent, and repeatable detection, verification, and measurement. They enable earlier detection of defects in the production process, preventing defective parts from being produced and escaping into the market. Additionally, these systems improve traceability and ensure compliance with regulations and specifications in industrial processes.
Visioncamera system
3D scan cameras are capable of inspecting objects across X, Y, and Z planes, determining their position and orientation within space. These cameras use either single or multiple units along with laser displacement sensors. In a single-camera configuration, the camera moves to create a heightmap from the laserâs displacement on the object, allowing for the calculation of the objectâs height and surface flatness with a calibrated laser. In a multi-camera arrangement, laser triangulation is used to build a detailed 3D model of the objectâs shape and spatial location.
A line-scan camera captures images in a sequential manner, scanning one line at a time. Although the camera views the entire object, the full image is constructed within the software by assembling individual pixel lines. During the inspection, either the object or the camera needs to be in motion.
Johns Hopkins cybersecurity expert Anton Dahbura warns consumers to be vigilant about discerning fact from fiction as Election Day approaches.
Flaw detection is a crucial aspect of quality control in manufacturing and a primary application of machine vision systems. This process involves identifying defects such as cracks, scratches, blemishes, gaps, contaminants, discoloration, and other surface irregularities that may impact the product's performance and reliability. Defects often appear randomly, so machine vision algorithms are designed to detect changes in patterns, color, texture, or structural continuity. The system monitors for these defects and can classify them based on type, color, texture, and size, enabling the segregation of faulty parts. Machine vision systems excel at detecting minute and microscopic defects that may not be visible to the human eye and can operate continuously over extended periods, unlike human inspectors.
Despite technological improvements over the years, the fundamental design of optical comparators has remained largely unchanged since their introduction in the 1920s. The evolution from optical comparators to machine vision systems has introduced advanced technologies, 3D capabilities, and software integration, including compatibility with CAD systems, setting machine vision apart with superior performance and features.
Visionsystem camera inspection
'U.S. News & World Report' recognizes Hopkins for academic excellence as well as for low student debt, value, innovation, undergraduate research. Biomedical Engineering ranked No. 1
An industrial robot is an autonomous system of sensors, controllers, and actuators that executes specific functions and operations in a manufacturing or processing line. They operate continuously through repetitive...
The spatial resolution refers to the number of pixels of the smallest feature to be processed or the precision and repeatability that must be met. Very small features, such as holes or bolts, require very few pixels but resolution will not be reliable. To improve resolution, more pixels will be necessary to improve spatial resolution.
A conveyor system is a method for moving packages, products, supplies, parts, and equipment for production, shipping, or relocation. The different types of conveying systems include pneumatic, screw, belt, and roller. The construction of individual systems depends on the materials...
In dark field lighting, a directional light source (such as a bar, spot, or ring light) illuminates the object at a low angle (10-15 degrees) from the surface. This setup causes surface flaws like scratches, imprints, and notches to appear bright by reflecting light towards the camera, while the rest of the surface remains dark.
A vibratory screening is a process that separates bulk solid materials from solids and slurries using inertial vibration that causes various sizes of particles to pass through openings in a screen or...
Blurring the lines between education and research, our academic programs combine theory with practical experience to address real-world problems.
Get hands-on experience through our interdisciplinary centers and institutes and labs, backed by the extensive resources and global connections of Johns Hopkins University.
Selecting a lens involves considering its format, field of view, distance to components, and optical resolution. Calculations required include the lensâs optical resolution, magnification, and focal length.
Image resolution is determined by the number of columns and rows required to achieve the desired spatial resolution. To calculate image resolution, divide the image area by the spatial resolution to find the necessary pixel count, width, and height. The camera should have more rows and columns than this calculated value.
Flaw detection is widely used to inspect semiconductor and electronic components, appliances, tooling conditions, food products and their packaging, materials produced in continuous webs (e.g., paper, plastics, metals), and others. Flaw detection is useful in online inspections; once a failing part is detected coming from a process, the process is halted immediately and corrected, and the failing part is separated from its lot. Flaw detection is typically incorporated in machine vision systems together with presence inspection, measurement, and positioning functions.
IVS Industrialvision SystemsLtd
Every facet of the design process is meticulously assessed to ensure that all machine vision elements, components, and principles align with the specific goals and requirements of the application.
The term "camera" refers to the component responsible for capturing images in a machine vision system. Key requirements include detecting features, identifying objects, pinpointing locations, measuring dimensions, and processing speed. After defining these requirements, you can then specify the necessary spatial resolution, image resolution, and frame rate for the application.
Positioning is the process of comparing the location and orientation of the part to a specified spatial tolerance. The location and orientation of the part in 2D or 3D space are communicated to a robot or a machine element for it to align or place the target in its proper position or orientation. Machine vision positioning systems offer more accuracy and speed than manual inspection, alignment, and positioning. Practical positioning applications include robotic pick-up and placement of parts on and off the conveyor belt, positioning of glass substrates, checking of barcode and label alignment, checking of IC placement in PCB, and arrangement of parts packed in a pallet.
Magnification is calculated by dividing the smallest measurement of the field of view by the smallest sensor dimensions. This factor is influenced by the lensâs focal length and the working distance.
Key specifications of image sensors include resolution and sensitivity. Resolution indicates the number of pixels in the digital image, with higher resolution sensors delivering more detailed images, which enhances the inspection of fine details and the accuracy of measurements. It also affects the sensorâs ability to detect minor variations. Sensitivity measures the smallest amount of light needed for the sensor to produce a discernible change in the image. There is an inverse relationship between resolution and sensitivity: as resolution increases, sensitivity tends to decrease.
Warehouse automation is the process of replacing repetitive tasks with systems that are automated. The main goal is to remove labor-intensive duties that consume time. As a result, the workers can focus more on...
After selecting the camera, lens, and light source, it's crucial to test them to verify they meet the required performance specifications. Actual application tools should be used during testing.
Realizing the Power and Promise of AI - Hopkins engineers are using AI to extend human capabilities, ensure equity in healthcare, enable a new age of space exploration, and more.
In the Magazine: In AI We Trust? - We increasingly rely on AI models in our daily lives—from traffic navigation and shopping apps to AI-informed care decisions made by our doctors. Given their ubiquity and influence, how and why should we trust these decisions? Can we be certain the models’ predictions are free of biases or errors?
Vibratory conveyors are material-handling equipment used to transport fine to coarse-grained bulk materials. These vibratory conveyors are strong conveying equipment utilized for bulk commodities with fine to coarse graininess...
In semiconductor quality control, detecting flaws and accurately positioning components are essential tasks. Machine vision systems play a crucial role in addressing these needs effectively within the industry.
In the Magazine: Algorithms for a Fairer World - Machine learning technologies hold the potential to revolutionize decision-making. But how can we ensure AI systems are free of bias? Our experts weigh in.
The lens is responsible for capturing images and transmitting them as light to the camera's image sensor. Many lenses are designed with color recognition features. Machine vision cameras may have either interchangeable lenses (such as C-mount or CS-mount) or fixed lenses. The quality of the images captured by these lenses is determined by various properties that influence their performance.
Blob analysis is employed for various tasks, including counting based on the blobâs area, measuring dimensions and areas, pinpointing the location of objects, determining the orientation of items, and detecting defects, among other applications.
“Hopkins has an altruistic focus that pervades all through the university … everything at Hopkins is very human-centric and people were very front-and-center. It was mission-focused. ”
An automatic screwdriver is a piece of equipment that automatically inserts screws into a product during assembly and production. Since every production operation is unique and requires a...
Line scan cameras are capable of inspecting multiple items along a single line and are particularly effective in high-speed conveyor systems and ongoing processes. They are well-suited for continuous materials like paper, metal, textiles, as well as large components and cylindrical objects.
Lighting plays a crucial role in machine vision systems by illuminating the object and highlighting its distinct features for the camera to view. Effective lighting is essential because the camera cannot inspect objects it cannot see. Therefore, lighting parameters such as the distance between the light source, camera, and object; angle; intensity; brightness; and the shape, size, and color of the lighting must be carefully optimized to enhance the features being inspected. Additionally, the objectâs surface properties must be considered to ensure it is clearly visible to the camera when illuminated.
Visionsystem integrator
Hyperspectral imaging expands upon traditional spectral imaging by utilizing a broader range of wavelengths to capture data from each pixel individually. Unlike standard spectral imaging, which typically captures only a few colors such as red, green, blue, and near-infrared, hyperspectral imaging can analyze hundreds of distinct wavelengths. This advanced capability allows hyperspectral machine vision systems to identify internal variations and impurities within an object, beyond just surface-level defects.
Hyperspectral imaging is effective in spotting impurities, damp areas, knotholes, or resin pockets in wood used for construction.
Machine vision systems have a wide range of practical uses across various industries. Some of the key industry-specific applications include:
Backlighting involves illuminating the target from behind, creating a contrast where dark silhouettes appear against a bright background. This technique is effective for detecting holes, gaps, cracks, bubbles, and scratches on transparent parts. It is also suitable for tasks such as measuring, placing, and positioning parts. For highly precise (subpixel) edge detection, it is recommended to use monochrome light with light control polarization.
In the Magazine: Delivering on the Promise of Personalized Medicine - Harnessing advances in data science and AI, Whiting School researchers are working closely with clinicians to improve care for a broad array of debilitating conditions.
Robotic system integrators are companies that provide assistance in automating a wide range of applications. They help design robotic technologies that best suit the needs of an operation for a company and solutions as...
Serving first-year students to post-docs from across Johns Hopkins, Pava Center offers student entrepreneurs mentorship, programming, space, and funding support.
Labels are an important aspect of product packaging, identification, presentation, and traceability. They are a way of communicating the manufacturer to the customers and the rest of the world. Labels promote the brand of the product and...
In measurement applications, pixel fractions can be employed, with a minimum precision of one-tenth of a pixel. The acceptable pixel size or fractions are based on the measurement accuracy required.
It may be presumed that optical comparators and machine vision systems are the same type of machine and perform the same function, which is partly true. Both systems inspect parts using a form of vision system to determine the accuracy and quality of a part. An optical comparator and machine vision system capture an image of a component and compare it to a representation of the component.
Lenses are designed for specific sensor sizes and must match the sensorâs size. Ensuring compatibility between the lens format and the sensor format is crucial. Lens mounting is influenced by the camera and sensor dimensions, with C mounts suitable for low to medium resolution sensors.
An optical comparator is a measurement system that offers extremely accurate and repeatable measurement data. Optical measuring tools include optical comparators. This gadget employs the principles of optics by utilizing...
An automation system is an integration of sensors, controls, and actuators designed to perform a function with minimal or no human intervention. The field concerned in this subject is called Mechatronics which is an...
Cognex
When evaluating size and measurement, it's crucial to consider both types of spatial resolution, with the finer resolution generally being preferable.
Machine vision identification involves scanning and interpreting barcodes, 2D codes, direct part markings, and text on products, labels, and packages. These codes can include details such as product name, manufacturer, date of manufacture, lot number, and expiration date. This process enhances traceability, inventory management, and product verification. Identification is achieved through optical character recognition (OCR) or optical character verification (OCV) systems. OCR systems interpret printed alphanumeric characters on the target without pre-set character data. In contrast, OCV systems confirm the presence of specific character strings.
Hyperspectral imaging systems offer inspection capabilities beyond the reach of conventional cameras that focus solely on surface analysis. This sophisticated technology is expected to increasingly become the benchmark for quality control in various industries.
A new Data Science and AI Institute will bring together experts from a wide range of disciplines to capitalize on the rapidly emerging potential of data to fuel discovery across the university.
Johns Hopkins mechanical engineer Jaafar El-Awady explains why flying vehicles are far from replacing ground transportation
Measurement involves assessing the dimensional accuracy and geometric tolerances of parts. Machine vision systems calculate distances between multiple points and the positions of specific features on an object to verify whether they meet specified standards. Achieving precise, accurate, and consistent measurements requires optimizing both the lighting and optical systems within the machine vision setup.
The light source in a machine vision system is crucial for creating contrast between the component and its background. Accurate calculations are necessary due to the wide range of available lighting techniques.
Machine vision systems offer cutting-edge and efficient solutions by automating tasks frequently carried out in industrial processes:
Part-time and online graduate education - Johns Hopkins top-ranked Engineering for Professionals program delivers challenging part-time, online courses in more than 22 disciplines that address the most current engineering technologies,
Area scan cameras employ rectangular image sensors to capture images in one complete frame. The digital image produced has dimensions that correspond to the sensor's pixel count. The vision processing unit processes each scene individually. Area scan cameras are versatile and can handle most standard industrial tasks, offering simpler setup and alignment compared to line scan cameras. They are especially useful for inspecting stationary objects, allowing for brief pauses to facilitate thorough examination.
Many manufacturing industries implement machine vision systems to handle tasks that are mundane, repetitive, tiring, and time-consuming for human workers. This adaptation leads to increased productivity and reduced operational costs. For example, a machine vision system on a production line can inspect hundreds or thousands of parts per minute. While human workers could perform similar inspections manually, the process would be significantly slower, more expensive, prone to errors, and limited by time constraints, which might prevent quality checks on all running parts.
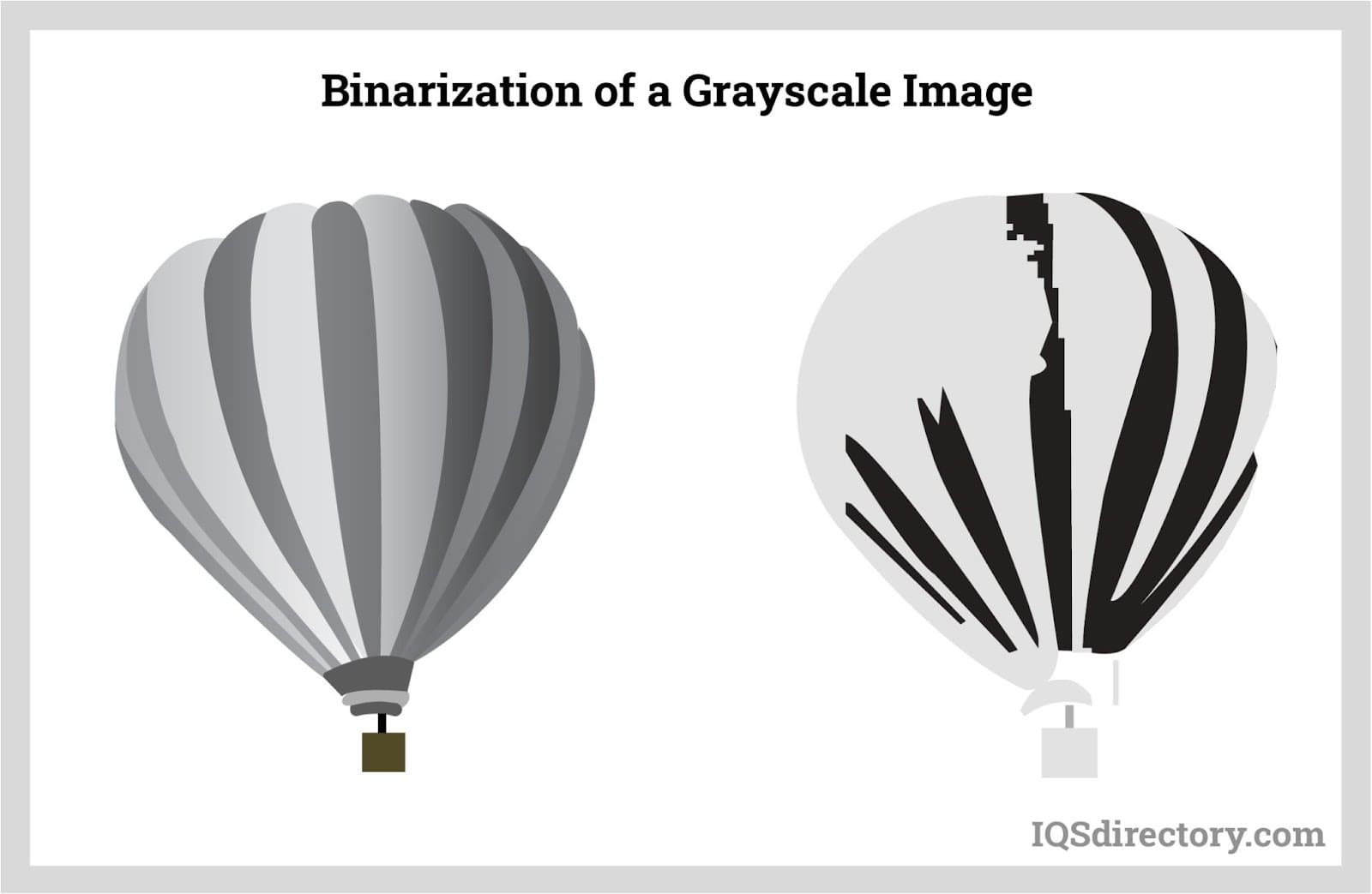
Binary processing involves converting images from a monochrome camera into pixels with only two shades: black and white. This simplification facilitates easier vision processing and decision-making. Each pixel is converted based on a predetermined threshold value.
The image sensor in a machine vision camera transforms the light gathered by the lens into a digital format. This sensor typically employs either a charged-coupled device (CCD) or a complementary metal-oxide-semiconductor (CMOS) technology to convert photons into electrical signals. The result is a digital image composed of pixels that reflect the light captured by the lens.
Machine vision systems are capable of measuring features as small as 25.4 microns. This functionality is often combined with flaw detection to evaluate the irregularities found in parts. Additionally, these systems can be used to determine the volume of components.
Collaborative robots, also abbreviated as Cobots, are the newest technology in robotics. They have changed the automation world significantly. These robots can work safely together with workers, hence are...
Vision systemsintegration
Vibratory feeders are short conveyors used to transport bulk materials utilizing a controlled vibratory force system and gravity. The vibrations impart a combination of horizontal and vertical acceleration through tossing, hopping, or sliding-type of action to the materials being handled...
While pills in a batch may appear uniform to both cameras and human observers, hidden impurities and defects beneath their surfaces can go unnoticed. Hyperspectral imaging is capable of identifying and marking these issues for removal.
Ensuring accurate packaging and identification of food, beverages, pharmaceuticals, and consumer products necessitates a dependable and resilient inspection system.
The increasing adoption of hyperspectral imaging systems can be attributed to their ability to deliver rapid and precise data. They have become crucial in sorting processes due to their efficiency and high-quality, error-free control. Hyperspectral imaging excels at differentiating between substances with subtle chemical differences, such as various types of plastics, even when they appear visually similar. This technique is particularly effective for analyzing opaque materials that do not allow visible light to pass through.
Machine vision systems are typically composed of five elements (or components), as discussed below. These components are common and may be seen in other systems. However, when these components work together by playing their distinct roles, they create a vision system capable of sophisticated functions.
The communication system transmits the decisions made by the vision processing unit to the relevant machine components swiftly. Upon receiving this information or signal, the machine elements will adjust and regulate the process according to the vision processing unit's output. This interaction is achieved through discrete I/O signals or data transmission methods such as RS-232 serial connections or Ethernet.
Packaging equipment is utilized throughout all packaging processes, concerning primary packs to distribution packages. This involves many packaging operations: cleaning, fabrication, filling, sealing, labeling...
Both optical comparators and machine vision systems are used to evaluate and verify the parameters of components and parts. However, they employ different methodologies to reach their conclusions. Optical comparators are constrained by their inherent technology and can only perform 2D or 2½ D assessments of small components without relying on computer software. They analyze parts by projecting a silhouette and do not integrate with software or CAD designs.
After binary processing, the resulting digitized image undergoes Blob analysis. A "blob" in this context refers to a cluster of pixels with identical shades. The image is mapped onto a coordinate system, where the X and Y positions of each blob are identified and assessed.
Diffuse (or full bright) lighting is employed to illuminate shiny, specular, and mixed reflective targets by providing even and multi-directional lighting. This method ensures uniform illumination across the surface. There are three types of diffuse lighting:
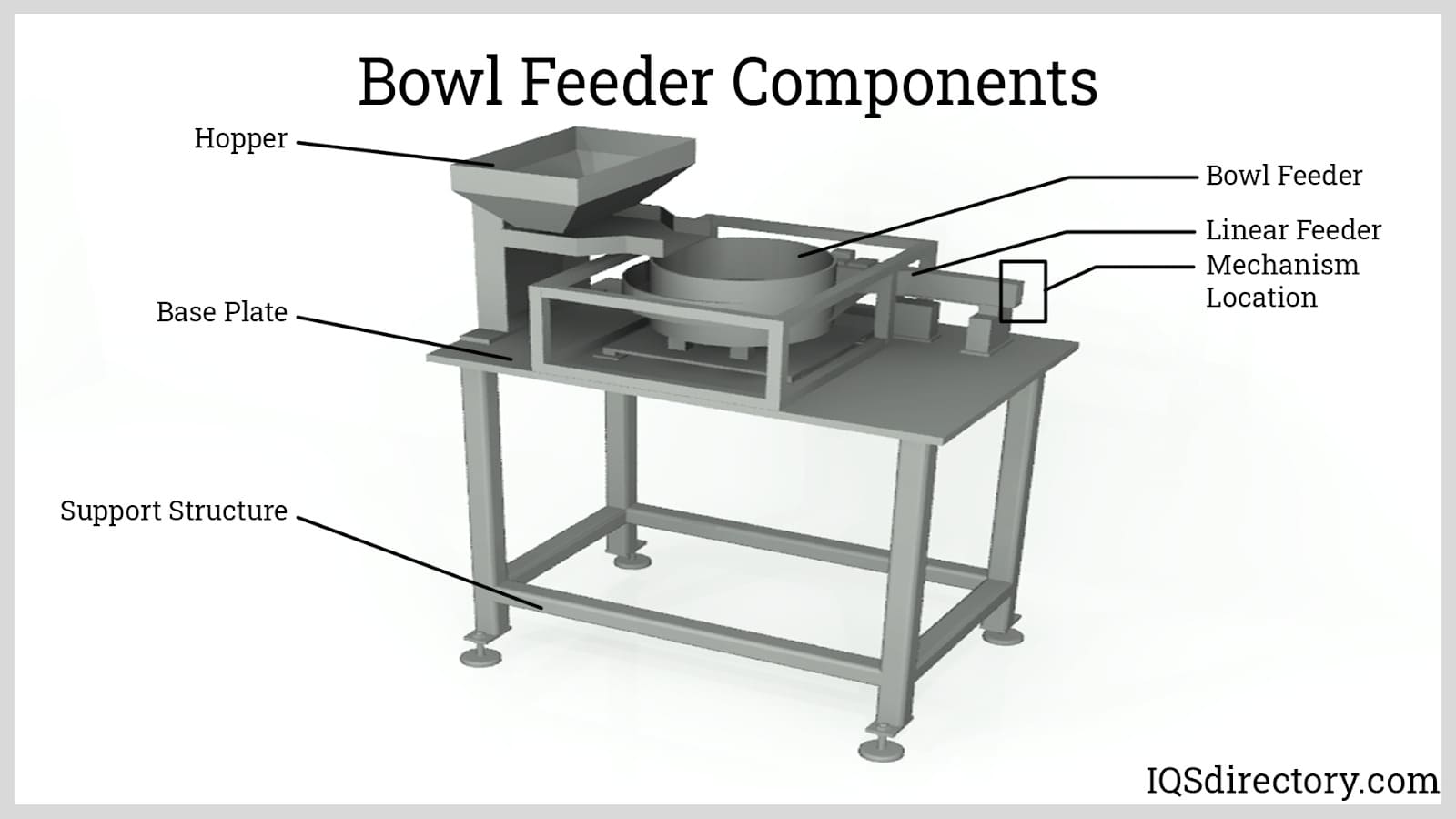
A bowl feeder is a mechanism for supplying small parts and components to a production line or for sorting bulk items for rapid use. A self contained bowl feeder system has a bowl that sets on a spring loaded base that moves vertically...
Testing the machine vision system might reveal the need to modify or replace components to more effectively achieve the application's objectives.
Designing a machine vision system involves the complex task of integrating diverse and distinct components into a cohesive, efficient unit. The first stage includes defining the system's functions and its operational methods.
The vision processing unit in a machine vision system employs algorithms to interpret the digital image captured by the sensor. This processing can take place either externally via a computer or internally within standalone vision systems. Initially, the digital image is retrieved from the sensor and sent to the processing unit. The image is then enhanced to highlight key features before analysis begins. During analysis, the system identifies and measures the specific features of interest. These measurements are compared against predefined standards and criteria. The final step involves making decisions based on this comparison and relaying the outcomes.
Lighting for machine vision systems can be provided by various sources, including LED, quartz halogen, fluorescent, and xenon strobe lights. It can be either directional or diffusive. Lighting techniques in machine vision systems are categorized as follows:
In food production, hyperspectral machine vision systems can identify contaminants like maggots and non-food objects such as rocks or branches in vegetable batches. They are also useful for detecting impurities or contamination in processed foods like cheese or sausage.
In partial bright field or directional lighting, light rays from an angled source directly illuminate the material. The camera and the object are aligned co-axially. This method is effective for generating contrast and highlighting topographical features of the surface. However, it may be less effective on specular surfaces, as it can produce hotspot reflections.
In machine vision systems, color filters and polarizers can be utilized to enhance lighting. Color filters adjust the brightness or darkness of specific surface features, while polarizers help diminish glare and hotspots, improving overall contrast and clarity in the images captured.
Industrial machinevision
Optical comparators feature a straightforward design that requires minimal training for operation. The operator must manually position the part to carry out necessary measurements and assessments, which can slow down the process. Consequently, optical comparators are unable to keep pace with the speed, precision, and tolerances demanded by modern production methods, leading to the widespread adoption of machine vision systems.
The last step in choosing a camera is to decide the required frames per second for the application. Most machine vision systems run at 10 to 15 frames per second or less. Higher resolutions will generally result in slower image rates.
Machine vision systems consist of integrated electronic components, computer hardware, and software algorithms that provide operational guidance by processing and analyzing images captured from their environment. The information obtained from these vision systems is used to control and automate processes or to inspect products and materials.
Hyperspectral cameras decompose a signal into its spectral components, projecting each component onto a single pixel with minimal energy exposure. The technology behind hyperspectral imaging is evolving rapidly, extending its spectral range from the usual 930 to 1700 nm to a broader range of 1700 to 2500 nm, accommodating a variety of materials.
Presence inspection involves verifying the number and existence or non-existence of parts. It is a fundamental function of machine vision systems and one of the most common tasks across various industries. Typical applications include counting items like bottles and screws, verifying label presence on food packages, checking electronic components on PCBs, ensuring proper adhesive application, and confirming the presence of screws or washers in assembled parts.



 Ms.Cici
Ms.Cici 
 8618319014500
8618319014500