
Monte Carlo techniques for direct lighting calculations - technique lights
Image analysis uses digital data to display images and to mathematically manipulate images to highlight various characteristics. Areas of homogeneous color or edges between different color areas are examples of useful image features. Often, filtering of the original data can help to eliminate image noise, such as shading caused by uneven lighting. Then, statistical and mathematical techniques are applied to the data to distinguish elements of the image (Ballard and Brown 1982).Various operations and techniques are applied to the processed image to extract the desired information. Among these operations and techniques are: Object recognition; Feature extraction; Analysis of position, size, orientation, etc. these terms being self explanatory in nature. A first order statistics which are based on statistical properties of the gray level histogram of an image region has been given in Tables 2 and 3.
Edge detection is an essential tool for machine vision and image processing. In image processing, an edge is the boundary between an object and its background. They represent the frontier for single objects. Therefore, if the edges of object’s image can be identified with precision, all the objects can be located and their properties such as area, perimeter, shape, etc., can be calculated (Bolhouse 1997). It is also the process of locating edge pixels and increasing the contrast between the edges and the background (i.e. edge enhancement) in such a way that edges become more visible. In addition, edge tracing is another terminology used by researcher, includes the process of following the edges, usually collecting the edge pixels into a list (Parker 1997).
Secure .gov websites use HTTPS A lock ( Lock Locked padlock icon ) or https:// means you've safely connected to the .gov website. Share sensitive information only on official, secure websites.
g-symbolizes the possible values of intensity and H(g) the percentage of pixels with intensity value g, respectively (Bountris et al. 2005)
Nielsen et al. (1998) developed a technique to correlate the attributes of size, colour, shape and abnormalities, obtained from tomato images, with the inner quality of the tomato samples. They applied fuzzy sets into their study. Recently, chaos theory was introduced into this area (Morimoto et al. 2000). In this study tomato fruit shape was quantitatively evaluated using an attractor, fractal dimension and neural networks. The results showed that a combination of these three elements offers more reliable and more sophisticated classification. Computer vision has also been used in the assessment of tomato seedling quality as a classification technique to ensure only good quality seedlings were transplanted (Ling and Ruzhitsky 1996). The classification process adopted an adaptive thresholding technique, the Oust method.
Futhermore, the ever-increasing population and the increased expectation of food products of high quality and safety standards, there is a need for the growth of accurate, fast and objective quality determination of food and agricultural products. However, ensuring product quality is one of the most important and challenging tasks of the industries before export of food and agricultural produce. The Computer vision is a rapid, economic, consistent and objective inspection technique, which has expanded into many diverse industries. Its speed and accuracy satisfy ever increasing production and quality requirements, hence aiding in the development of totally automated processes. This non-destructive method of inspection has found applications in the agricultural and food industry.
In order to preserve corn quality it is important to obtain physical properties and assess mechanical damage so as to design optimum handling and storage equipment. Measurements of kernel length, width and projected area independent of kernel orientation have been performed using machine vision (Ni et al. 1997a). While, Steenhoek and Precetti (2000) performed a study to evaluate the concept of two-dimensional image analysis for classification of maize kernels according to size category and they reported that the classification accuracy of both machine vision and screen systems was above 96% for round-hole analysis. However, sizing accuracy for flatness was less than 80%.
This class takes a dictionary (product of parser.ParseEmvaDescriptorFile). Load the related images and reduce it’s data to the minimum possible, preserving all relevant image data in as integers. The resulting data is a Python dictionary.
Ruiz et al. (1996) studied three image analysis methods to solve the problem of long stems attached to mechanically harvested oranges. The techniques include colour segmentation based on linear discriminant analysis, contour curvature analysis and a thinning process which involves iterating until the stem becomes a skeleton. It was found that these techniques were able to determine the presence or absence of a stem with certainty. A study by Kondo (1995) investigated the quality evaluation, i.e. by the correlation of appearance with sweetness, of Iyokan oranges using image processing and reported that the method could effectively predict the sweetness of the oranges.
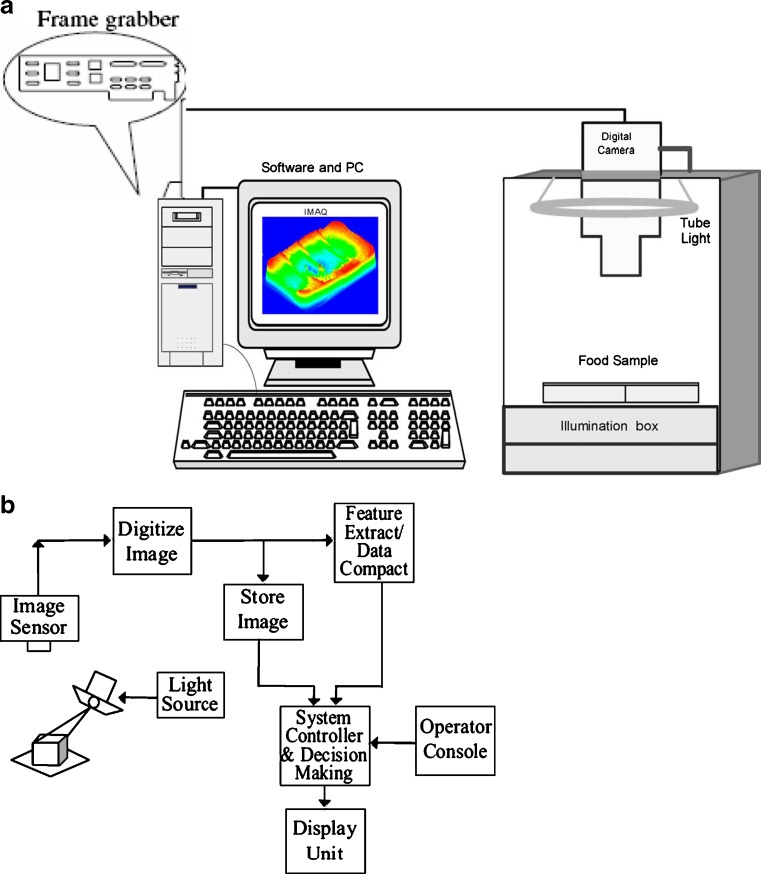
A computer vision system generally consists of five basic components: illumination, a camera, an image capture board (frame grabber or digitizer), computer hardware and software as shown in Fig. 1 (Wang & Sun 2002a).
Furthermore, image processing can be done independently by image acquisition software (Lichtenthaler et al. 1996). Mehl et al. (2004) have reported about, numerous, general and more specific image processing softwares/tools in his literature. Bailey et al. (2004) demonstrated an image processing approach which estimated the mass of agricultural products rapidly and accurately. Koc (2007) determined the volume of watermelons and Rashidi et al. (2007) estimated volume of kiwifruits using image processing. The surface area and volume of asymmetric agricultural products were measured by Sabliov et al. (2002) using an image processing algorithm. Image processing algorithms are the basis for mmachine vision (Martin and Tosunoglu) and the image algebra (Ritter and Wilson 1996) forms a solid theoretical foundation to implement computer vision and image processing algorithms. A quadratic discriminant model based on an algorithm was developed by Harrell (1991) for consultation during on-line sorting.
An image skeleton is a powerful analog concept that may be employed for the analysis and description of shapes in binary images. It plays a central role in the pre-processing of image data (Gunasekaran 2008a, b). A comprehensive review on thinning methodologies has been presented by Lam et al. (1992). In general, a skeleton may be defined as a connected set of medial lines along the limbs of a figure and skeletonization is a process to describe the global properties of an object and to reduce the original image into a more compact representation. A basic method for skeletonization is thinning (Parker 1994). Ni and Gunasekaran (1998) have applied a sequential thinning algorithm for evaluating cheese shred morphology when they are touching and overlapping. Naccache and Shinghal (1984) compared the results of 14 skeletonization algorithm and Davies (1997) deduced the ideal shape after analysed the skeleton shape of object.
However, the correct assessment of meat quality, to fulfill the consumer’s needs, is crucial element within the meat industry. Although there are several factors that affect the perception of taste, tenderness is considered the most important characteristic. Cortez and Portelinha (2006) presented, a feature selection procedure, based on a Sensitivity Analysis, is combined with a Support Vector Machine, in order to predict lamb meat tenderness. This real-world problem is defined in terms of two difficult regression tasks, by modeling objective (e.g. Warner-Bratzler Shear force) and subjective (e.g. human taste panel) measurements. In both cases, the proposed solution is competitive when compared with other neural (e.g. Multilayer Perceptron) and Multiple Regression approaches.
Image capturing is an application program that enables users to upload pictures from digital cameras or scanners which are either connected directly to the computer or to the network. A system consisting of a high-pixel resolution CCD (charge coupled device) chip and associated hardware is the most common method for generating digital images. However, because digital images are inherently monochrome, or black and white, other hardware and software are needed to generate color images. An electronic system that can classify fruits by mass, by colour, by diameter, by bruising, shape and size should be composed of a camera, a lens, a light source, a filter, a PC and image processing software (Sarkar and Wolfe 1985; Hahn and Sanchez 2000). Lino et al. (2008) used electronic systems composed of CCD camera and PC for image capturing in quality evaluation of tomatoes and lemons. Recently Kanali et al. (1998) investigated the feasibility of using a charge simulation method (CSM) algorithm to process primary image features for three dimensional shapes recognition. However, only 2-dimensional (2D) data is needed for grading, classification, and analysis of most agricultural images. 3- dimensional may be needed for information on structure or added details. Sonka et al. (1999) have developed 3-D vision technique from a series of 2-D images to derive a geometric description. The imaging unit consists of a high performance 12-bit digital CCD camera and spectral range 290–1,100 nm with the peak quantum efficiency of 60% at 500 nm were used for quality evaluation of pickling cucumbers using hyperspectral reflectance and transmittance imaging by Ariana and Lu (2008).
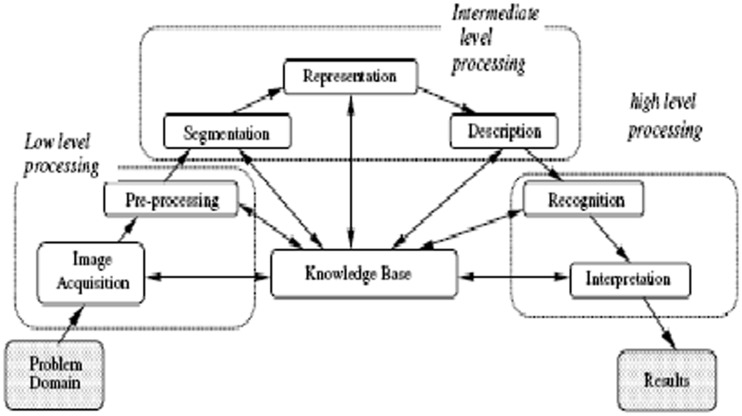
The image processing and image analysis are the core of computer vision with numerous algorithms and methods available to achieve the required classification and measurements (Krutz et al. 2000). However, image processing/analysis involves a series of steps, which can be broadly divided into three levels: low level processing (image acquisition and pre-processing), intermediate level processing (image segmentation and image representation and description) and high level processing (recognition and interpretation) (Gunasegaram and Ding 1994; Sun 2000), as indicated in Fig. 2. The machine vision system, basically, comprises two main processes: (1) Image processing and (2) Image analysis (Zuech et al. 2000). Image processing is not meant for extracting information from the image but for removal of faults like noise, blurring of image etc. To enhance and improve the acquired image for further analysis, various processing algorithms are used. Suppose the image obtained becomes blurred due to motion of the object. This blurring needs to be removed by image processing tools, before extracting any information about this object (Niku 2005). The various image processing techniques used for image enhancement are Dilation (to increase brightness of each pixel surrounded by neighbours with a higher intensity), Erosion (to reduce the brightness of pixels surrounded by neighbours with a lower intensity), Threshold (to convert the grey scale image into binary image), Close (to remove dark spots isolated in bright regions and smoothes boundaries) and Open (to remove bright spots isolated in dark regions and smoothes boundaries), etc. (Saeed et al. 2005). Tools used to improve image include lookup tables (converts grayscale values in the source image into other grayscale values in the transformed image), spatial filters (improve the image quality by removing noise and smoothing, sharpening, and transforming the image), grayscale morphology (extract and alter the structure of particles in an image), and frequency-domain processing (remove unwanted frequency information), etc. (Anon 2008). In spite of above, the basic machine vision and image processing algorithms can be divided in five major groups as: (1) Segmentation and algorithm development (2) Edge-detection techniques (3) Digital morphology (4) Texture and (5) Thinning and skeletonization algorithms (Russ 1992)
Another benefit of machine vision systems is the non-destructive and undisturbing manner in which information could be attained (Zayas et al. 1996), making inspection unique with the potential to assist humans involving visually intensive work (Tao et al. 1995b). Tarbell and Reid (1991) noted that an attractive feature of a machine vision system is that it can be used to create a permanent record of any measurement at any point in time. Hence archived images can be recalled to look at attributes that were missed or previously not of interest.
Typical segmentation techniques: (a) thresholding (b) edgebased segmentation and (c) region-based segmentation (Sun 2000)
From the spectral analyses on the colour of different mushroom diseases Vızhanyo and Tillett (1998) concluded that the colour of the developed, senescent mushroom differs from any browning caused by diseases allowing earlier detection of infected specimens. Similar research developed a method, involving a series of complex colour operations, to distinguish the diseased regions of mushrooms from naturally senescing mushrooms (Vızhanyo and Felfoldi 2000). Intensity normalisation and image transformation techniques were applied in order to enhance colour differences in true-colour images of diseased mushrooms. The method identified all of the diseased spots as ‘diseased’ and none of the healthy, senescent mushroom parts were detected as ‘diseased’.
Computer vision has been shown to be a viable approach to inspection and grading of vegetables (Shearer and Payne 1990a, b). Heinemann et al. (1994) assessed the quality features of the common white Agaricus bisporus mushroom using image analysis in order to inspect and grade the mushrooms by an automated system. Their study showed that the disagreement between human inspectors ranged from 14% to 36% while by the vision system it ranged from 8% to 56%. Reed et al. (1995) found that computer vision could be combined with harvester technology to select and pick mushrooms based on size. Computer vision has also been applied to objective measurement of the developmental stage of mushrooms (Van Loon 1996). This study found that cap opening of mushrooms correlated the best with the stage of development except for tightly closed mushrooms. Other research described the development of computer vision techniques for the detection, selection, and tracking of mushrooms prior to harvest (Williams and Heinemann 1998).
Some of the well-known edge detectors that have been widely used are the Sobel, Prewitt, Roberts, and Kirsch detectors (Russ 1999). The first quantitative measurements of the performance of edge detectors, including the assessment of the optimal signal-to-noise ratio and the optimal locality, the maximum suppression of false response, were performed by Canny (1986), who also proposed an edge detector taking into account all three of these measurements. The Canny edge detector was used in the food industry for boundary extraction of food products (Du and Sun 2004, 2006b).
For example, Lefebvre et al. (1994) have reported that the modern commercial systems can classify the fruits based on external physical parameters and external defects by using machine vision (non-invasive) system and Sapirstein (1995) has reported that the digital image analysis techniques have much capabilities to generate precise descriptive data based on pictorial information which can contribute increased and more widespread use in quality analysis. Latter on Kato (1997) determined many physical characteristics of fruits and vegetables non-destructively and according to Aleixos et al. (1999) new hardware architectures are making possible the implementation of these kinds of application in real-time so far. Currently non-destructive quality evaluation techniques have gained momentum (Iwamoto et al. 1995; Jha and Matsuoka 2000) and machine vision system provides a means to perform entire tasks automatically (Diaz et al. 2000). These techniques, particularly for fruits and vegetables, are quick and easy to use (Jha and Matsuoka 2004).
The food industry continues to be among the fast growing segments of machine vision systems (Gunasekaran 1996). It has also been used successfully in the analysis of grain characteristics and in the evaluation of foods such as potato chips, meats, cheese and pizza. Crowe and Delwiche (1996a, b) have developed a machine vision system for sorting and grading of fruits based on color and surface defects. Tao et al. (1991) and Tao (1996b) have developed a high capacity color vision sorter based on optical properties such as reflectance to determine colour, shape, size, textural feature (Majumdar and Jayas 2000a, b, c, d), volume (Wang and Nguang 2007) and surface area (Eifert et al. 2006; Thakur et al. 2007) of fruits and vegetables including apples, peaches, tomatoes and citrus. Computer vision systems provide suitably rapid, economic, consistent and objective assessment; they have been used increasingly in the food and agricultural industry for inspection and evaluation purposes (Sun 2000). They have proved to be successful computer vision system for the objective measurement and assessment of several agricultural products (Timmermans 1998). Over the past decade advances in hardware and software for digital image processing have motivated several studies on the development of these systems to evaluate the quality of diverse and processed foods (Locht et al. 1997; Gerrard et al. 1996). Computer vision has long been recognized as a potential technique for the guidance or control of agricultural and food processes (Tillett 1990). Therefore, over the past 20 years, extensive studies have been carried out, thus generating many publications.
Potatoes have many possible shapes which need to be graded for sale into uniform classes for different markets. This created difficulties for shape separation. A Fourier analysis based shape separation method for grading of potatoes using machine vision for automated inspection was developed by Tao et al. (1995b). A shape separator based on harmonics of the transform was defined. Its accuracy of separation was 89% for 120 potato samples, in agreement with manual grading. Earlier, Lefebvre et al. (1993) studied the use of computer vision for locating the position of pulp extraction automatically for the purpose of further analysis on the extracted sample. An image acquisition system was also constructed for mounting on a sweetpotato harvester for the purpose of yield and grade monitoring (Wooten et al. 2000). It was found that culls were differentiated from saleable sweet potatoes with classification rates as high as 84%.
Function that returns a named tuple serving as a place holder for all the data needed for an operation point in the report
This class takes a dictionary with image data (product of loader.LoadImageData), and transforms it into data that can be used for the EMVA1288 computations. It is important to note, that this is separate from LoadImageData because this step, produces float values that are not easily transportable (db, json, etc…) without loosing accuracy.
In general, only 2-dimensional (2D) data are needed for grading, classification, and analysis of most agricultural images. However, in many applications 3-dimensional image analysis maybe needed as information on structure or added detail is required. A 3-D vision technique has been developed to derive a geometric description from a series of 2-D images (Sonka et al. 1999). In practice this technique might be useful for food inspection. For example, when studying the shape features of a piece of bakery, it is necessary to take 2-D images vertically and horizontally to obtain its roundness and thickness, respectively.
Texture effectively describes the properties of elements constituting the object surface, thus the texture measurements are believed to contain substantial information for the pattern recognition of objects (Amadasun and King 1989). The repetition of a pattern or patterns over a region is called texture. This pattern may be repeated exactly, or as set or small variations. Texture has a conflictive random aspect: the size, shape, color, and orientation of the elements of the pattern (textons) (Parker 1994). Although texture can be roughly defined as the combination of some innate image properties, including fineness, coarseness, smoothness, granulation, randomness, lineation, hummocky, etc., a strictly scientific definition has still not been determined (Haralick 1979). Accordingly, there is no ideal method for measuring textures. Nevertheless, a great number of methods have been developed, and these are categorized into statistical, structural, transform-based, and model-based methods (Zheng et al. 2006). These methods capture texture measurements in two different ways—by the variation of across pixels and their neighbouring pixels (Bharti et al. 2004).
Besides the progress in research, there is increasing evidence of computer vision systems being adopted at commercial level. This is indicated by the sales of ASME (Application Specific Machine Vision) systems into the North American food market, which reached 65 million dollars in 1995 (Locht et al. 1997). Graves and Batchelor (2003) summarized more than 20 machine vision applications that were classified by tasks in the natural product industry, more than 15 in manufacturing industry, and seven other machine vision tasks applied to various situations such as security and surveillance, medicine and health screening, military, and traffic control and monitoring. Gunasekaran (1996) reported that the food industry is now ranked among the top ten industries using machine vision technology. This paper reviews the latest development of computer vision technology with respect to quality inspection in the agricultural and food industry.
METTLER TOLEDOVision Inspection
Computer vision has been used for such tasks as shape classification, defects detection, quality grading and variety classification of the apple. Paulus and Schrevens (1999) developed an image processing algorithm based on Fourier expansion to characterize objectively the apple shape so as to identify different phenotypes. Experimentation by Paulus et al. (1997) also used Fourier analysis of apple peripheries as a quality inspection/classification technique. This methodology gave insight into the way in which external product features affect the human perception of quality. The research found that as the classification involved more product properties and became more complex, the error of human classification increased. Leemans et al. (1998) investigated the defect segmentation of ‘Golden Delicious’ apples using machine vision. The proposed algorithm was found to be effective in detecting various defects such as bruises, russet, scab, fungi or wounds. In similar studies Yang (1996) assessed the feasibility of using computer vision for the identification of apple stems and calyxes which required automatic grading and coring. Back propagation neural networks were used to classify each patch as stem/calyx or patch-like blemish. Earlier studies proposed the use of a ‘flooding’ algorithm to segment patch-like defects (russet patch, bruise, and also stalk or calyx area) (Yang 1994). It was found that this method of feature identification is applicable to other types of produce with uniform skin colour. This technique was improved by Yang and Marchant (1995), who applied a ‘snake’ algorithm to closely surround the defects. To discriminate russet in ‘Golden Delicious’ apples a global approach was used and the mean hue on the apples was computed (Heinemann et al. 1995). A discriminant function sorted the apple as accepted or rejected. The accuracy reached 82.5%, which is poor compared with European standards (Heinemann et al. 1995). Other studies involving ‘Golden Delicious’ apples were performed for the purpose of classification into yellow or green groups using the HSI (hue, saturation, intensity) colour system method (Tao et al. 1995a). The results show that an accuracy of over 90% was achieved for the 120 samples tested.
Steinmetz et al. (1999) investigated sensor fusion for the purpose of sugar content prediction in apples by combining image analysis and near-infrared spectrophotometic sensors. The repeatability of the classification technique was improved when the two sensors were combined giving a value of 78% for the 72 test samples. An online system with the use of a robotic device (Molto et al. 1997) resulted in a running time of 3.5 s per fruit for the technique.
Vision inspectionsoftware
The images of commercial potato chips were evaluated for various colour (Brosnan and Sun 2004) and textural features to characterize and classify the appearance (Pedreschi et al. 2004) and to model the quality preferences of a group of consumers. The most frequently used color model is the RGB model, in which each sensor captures the intensity of the light in the red (R), green (G) and blue (B) spectra respectively, for food quality evaluation (Du and Sun 2004). However, the features derived from the image texture contained better information than colour features to discriminate both the quality categories of chips and consumers preferences.
The lighting system, a critical part of a controlled machine vision system, must be carefully designed. The ultimate purpose of lighting design is to provide a consistent scene eliminate the appearance of variations, and yield appropriate, application-specific lighting. Proper selection of lighting sources (incandescent, fluorescent, halogen, Xenon, LED), lighting arrangements (backlighting, front lighting, side lighting, structured lighting, ring lighting), and lighting geometry (point lighting, diffuse lighting, collimated lighting) is the “key to value” (Zuech 2004). Primary factors that influence the selection is whether the object under inspection is: 1) flat or curved; 2) absorbing, transmissive or reflective; and 3) the nature of the feature to be imaged in comparison with the background. For instance, backlighting is usually used for detecting objects that are translucent, such as hatching eggs (Das and Evans 1992) or used to measure the geometric dimensions of obscured object, such as measuring the shoot height or root diameters of pine to estimate the pine seedlings (Wilhoit et al. 1994). The side light scatter can be used to determine the cellular granularity (Jain et al. 1991). Structured light can be used to form a 3-D shape of apple surfaces for stem/calyx detection (Yang 1993). Moreover, controlled lighting design sometimes acts as an active sensing means that can “create” new information. Laser stripes of structured lights combined with X-ray imaging on deboned chicken meat inspection is a successful example of generating “extra” information in machine vision systems. Because of a controlled lighting system design, intelligent image processing technology applied to a machine vision system is normally simplified and can achieve high accuracy. Those algorithms tend to maximize the utilization of pre-obtained object properties such as the appearance, geometry, surface issues, shape, size, color, and positions, as well as the effect of lighting sources. For instance, the rule-based decision-making method, which is quite effective under controlled condition (Bartlett et al. 1988), is rarely used in the computer vision pattern recognition field due to uncontrolled possibilities. In short, a major key to a successful machine vision application is to start with a good contrast, repeatable image that is not affected by ambient light or the surroundings. A functional block diagram of basic machine vision system has been given in Fig. 1(b).
Agriculture is Indian economy’s mainstay and it comprises 18.5% of the GDP (gross domestic products). Due to the advance of cultivation technology, the total cultivation areas and yields for agricultural products have increased rapidly in recent years, generating tremendous market values. In the last 2 years agriculture and its allied sectors have registered note worthy growth rate of 4% as opposed to the average annual growth rate of 2.5% during the 10th 5 year plan (Anon 2009a). According to Anon (2009b) India’s fruits and vegetables production is registering year-on-year growth and touching a new high. It has produced 197.54 millions tonnes (68.47 MT fruits and 129 MT vegetables) fruits and vegetables (Anon 2009b), 27.72 millions tonnes oilseed, 7.64 millions tonne fish and 556,280 millions numbers of eggs (Anon 2009c) in 2008–09. However this is indicating vast potential for India to emerge as a major exporter of agricultural produce, its share in global market is very low due to very high post harvest losses in handling and processing, mismanagement of trades and procurements, lack of knowledge of preservation and quick quality evaluation techniques.
KEYENCEvision SystemPrice
Although, a large number of segmentation techniques have been developed to date, no universal method can perform with the ideal efficiency and accuracy the infinity diversity of imagery (Bhanu et al. 1995). Therefore, it is expected that several techniques will need to be combined in order to improve the segmentation results and increase the adaptability of the methods. For instance, Hatem and Tan (2003) developed an algorithm with an accuracy of 83% for the segmentation of cartilage and bone in images of vertebrate by using the thresholding-based method twice.
Computer vision has been widely used for the inspection and grading of fruits. It offers the potential to automate manual grading practices and thus to standardize techniques and eliminate tedious inspection tasks. Kanali et al. (1998) reported that the automated inspection of produce using machine vision not only results in labour savings, but can also improve inspection objectivity.
Digital morphology is a group of mathematical operations that can be applied to the set of pixels to enhance or highlight specific aspects of the shape so that they can be counted or recognized (Parker 1997). In morphological processing, images are represented as topographical surfaces on which the elevation of each point is assigned as the intensity value of the corresponding pixels (Vincent and Soille 1991). One such method was proposed by Du and Sun (2006a) to segment pores in pork ham images. In other methods, post processing is conducted to merge the over segmented regions with similar image characteristics together again. Such a method with a graphic algorithm to determine the similarity of merging neighbouring regions was developed by Navon et al. (2005).
Segmentation is typically used to locate objects and boundaries (lines curves etc.) in images. More precisely it is the process of assigning a label to every pixel in an image. There are four main methods or algorithms for the selection of the global threshold: manual selection, isodata algorithm, objective function, and histogram clustering (Zheng and Sun 2008). There are many other thresholding based segmentation techniques such as, the minimum error technique (Kittler and Illingworth 1986), the moment preserving technique (Tsai 1985), the window extension method (Hwang et al. 1997) and the fuzzy thresholding technique (Tobias and Seara 2002). And some important segmentation techniques are given in Fig. 3.
At the current stage, the quality has been assessed traditionally by hand, inspecting the products individually or sampling large batches which is very time consuming and inconsistent. The inspection is performed by personnel trained to detect defects, colors, sizes or strange features, and classify the product in its appropriate category. The enormous variability that can present this type of products in terms of colours, textures or different types of defects, hinders their classification, being machine vision, a valid alternative to automate this task. Automation means every action that is needed to control a process at optimum efficiency as controlled by a system that operates using instructions that have been programmed into it or response to some activities. Since automated systems are faster and more precise, the automatic qualitative inspections on food and agricultural products have been attracted much interest and reflected the progress of machine vision applications. Now, applications of these techniques have been widely used for shape classification, defects detection, and quality grading and variety classification etc.
To use the code, you need to have a set of images that correspond to an EMVA1288 test. There are some sample image sets provided by the standard development group. Example datasets.
Pedreschi et al. (2006) recently designed and implemented a computer vision system to measure representatively and precisely the color of highly heterogeneous food materials, such as potato chips. Leon et al. (2006) developed a computation color conversion procedure that allows the obtaining of digital images from the RGB images by testing five models: linear, quadratic, gamma, direct and neural network. After the evaluation of the performance of the models, the neural network model was found to perform the best. In another study, a stepwise logistic regression model was developed by Mendoza et al. (2007) and they reported that that it was able to explain 86.2% of the preferences variability when classified into acceptable and non-acceptable chips.
Furthermore, Gray-scale intensity, Fourier power spectrum, and fractal analyses were used as a basis for separating tumorous, bruised and skin torn chicken carcasses from normal carcasses (Park et al. 1996). A neural network classifier used performed with 91% accuracy for the required separation based on spectral images scanned at both 542 and 700 nm wavelengths. In a further study Park and Chen (2001) found that a linear discriminant model was able to identify unwholesome chicken carcasses with classification accuracy of 95.6% while a quadratic model (97% accuracy) was better to identify wholesome carcasses. Daley et al. (1994) analyzed chicken carcasses for systemic defects using global colour histograms based on a neural network classifier.
Recently Kanali et al. (1998) investigated the feasibility of using a charge simulation method (CSM) algorithm to process primary image features for three-dimensional shape recognition. The required features were transferred to a retina model identical to the prototype artificial retina and were compressed using the CSM by computing output signals at work cells located in the retina. An overall classification rate of 94% was obtained when the prototype artificial retina discriminated between distinct shapes of oranges for the 100 data sets tested. Gunasekaran and Ding (1999) obtained 3-D images of fat globules in cheddar cheese from 2-D images. This enabled the in situ 3-D evaluation of fat globule characteristics so as the process parameters and fat levels may be changed to achieve the required textural qualities.
Color and size are the most important features for accurate classification and sorting of citrus (Khojastehnazhand et al. 2010) and studies of the reflectance properties of citrus fruit (Gaffney 1973) can be considered as the bases for subsequent work on image analysis for citrus inspection. These studies determined the visible and near-infrared wavelengths at which greater contrast between the peel and major defects can be achieved (Molto and Blasco 2008). A simple technique was proposed by Cerruto et al. (1996), which segment blemishes in oranges using histograms of the three components of the pixel in HIS (Hue, Saturation, Intensity) color space. To estimate the maturity of citrus, Ying et al. (2004) used a dynamic threshold in the blue component to segment between fruit and background. They then used neural networks to distinguish between mature and immature fruit. However, in another study, Khojastehnazhand et al. (2010) developed an image processing technique for estimating citrus fruits physical attributes including diameters, volume, mass and surface area using image processing technique (Khojastehnazhand et al. 2009) and they reported that this image processing procedure can be readily applied to other axi-symmetric agricultural products such as eggs, pearl, pepper, carrot, limes and onions. The main advantage of these techniques is their robustness when dealing with changes of color.
Visually discernible characteristics are routinely used in the quality assessment of meat. McDonald and Chen (1990) pioneered early work in the area of image based beef grading. Based on reflectance characteristics, they discriminated between fat and lean in the Longisimus muscle and generated binary muscle images. In a more recent study Gerrard et al. (1996) examined the degrees of marbling and colour in 60 steaks and they predicted the lean colour (R2 = 0.86) and marbling scores (R2 = 0.84). Image texture analysis has also been used in the assessment of beef tenderness (Li et al. 1997a, b). Statistic regression and neural network were performed to compare the image features and sensory scores for beef tenderness and it was found that the texture features considerably contributed to the beef tenderness. In another study by Lu et al. (2000, 1997), evaluation of pork quality has also been investigated and recommended neural network modeling as an effective tool for evaluating fresh pork colour.
Vision inspection systemmanufacturers
Visionsystemsformanufacturing
Visual features such as colour and size indicate the quality of many prepared consumer foods. Sun (2000) investigated this in research on pizza in which pizza topping percentage and distribution were extracted from pizza images. Then it was found that the new region-based segmentation technique could effectively group pixels of the same topping together and the topping exposure percentage can be easily determined with accuracy 90%.
As rice is one of the leading food crops of the world its quality evaluation is of importance to ensure it remains appealing to consumers. Liu et al. (1997) developed a digital image analysis method for measuring the degree of milling of rice and they obtained the coefficient of determination of R2 = 0.98 for the 680 samples. Wan et al. (2000) employed three online classification methods for rice quality inspection: range selection, neural network and hybrid algorithms. The highest recorded online classification accuracy was around 91% at a rate of over 1,200 kernels/min. The range selection method achieved this accuracy but required time-consuming and complicated adjustment. In another study, milled rice from a laboratory mill and a commercial-scale mill was evaluated for head rice yield and percentage whole kernels, using a shaker table and a machine-vision system called the Grain Check (Lloyd et al. 2000). However, a flat bed scanner was used in machine vision system developed by Shahin and Symons (2001) for colour grading of lentils. In their study, they scanned and analyzed different grades of large green lentils over a two-crop season period and developed an online classification system based on neural classifier.
The evaluation of the functional properties of cheese is assessed to ensure the necessary quality is achieved, especially for specialized applications such as consumer food toppings or ingredients. Wang and Sun (2001) developed a computer vision method to evaluate the melting and browning of cheese. This novel non-contact method was employed to analyze the characteristics of cheddar and mozzarella cheeses during cooking and the results showed that the method provided an objective and easy approach for analyzing cheese functional properties (Wang and Sun 2002a, b). Ni and Gunasekaran (1998) developed an image-processing algorithm to recognize individual cheese shred and automatically measure the shred length. It was found that the algorithm recognized shreds well, even when they were overlapping. It was also reported that the shred length measurement errors were as low as 0.2% with a high of 10% in the worst case.
Quality inspection of food and agricultural produce are difficult and labor intensive. Simultaneously, with increased expectations for food products of high quality and safety standards, the need for accurate, fast and objective quality determination of these characteristics in food products continues to grow. However, these operations generally in India are manual which is costly as well as unreliable because human decision in identifying quality factors such as appearance, flavor, nutrient, texture, etc., is inconsistent, subjective and slow. Machine vision provides one alternative for an automated, non-destructive and cost-effective technique to accomplish these requirements. This inspection approach based on image analysis and processing has found a variety of different applications in the food industry. Considerable research has highlighted its potential for the inspection and grading of fruits and vegetables, grain quality and characteristic examination and quality evaluation of other food products like bakery products, pizza, cheese, and noodles etc. The objective of this paper is to provide in depth introduction of machine vision system, its components and recent work reported on food and agricultural produce.
The majority of these studies focused on the application of computer vision to product quality inspection and grading. Traditionally, quality inspection of agricultural and food products has been performed by human graders. However, in most cases these manual inspections are time-consuming and labour-intensive. Moreover the accuracy of the tests cannot be guaranteed (Park et al. 1996). By contrast it has been found that computer vision inspection of food products was more consistent, efficient and cost effective (Lu et al. 2000; Tao et al. 1995a). Also with the advantages of superior speed and accuracy, computer vision has attracted a significant amount of research aimed at replacing human inspection. Recent research has highlighted the possible application of vision systems in other areas of agriculture, including the analysis of animal behaviour (Sergeant et al. 1998), applications in the implementation of precision farming and machine guidance (Tillett and Hague 1999), forestry (Krutz et al. 2000) and plant feature measurement and growth analysis (Warren 1997).
Machine/computer vision is a relatively young discipline with its origin traced back to the 1960 s (Baxes 1994). Following an explosion of interest during the 1970s, it has experienced continued growth both in theory and application. Sonka et al. (1999) reported that more than 1,000 papers are published each year in the expanding fields of computer vision and image processing.
Grain quality attributes are very important for all users and especially the milling and baking industries. Computer vision has been used in grain quality inspection for many years. An early study by Zayas et al. (1989) used machine vision to identify different varieties of wheat and to discriminate wheat from non-wheat components. In later research Zayas et al. (1996) found that wheat classification methods could be improved by combining morphometry (computer vision analysis) and hardness analysis. Hard and soft recognition rates of 94% were achieved for the 17 varieties examined. Twenty-three morphological features were used for the discriminant analysis of different cereal grains using machine vision (Majumdar et al. 1997). Classification accuracies of 98, 91, 97,100 and 91% were recorded for CWRS (Canada Western Red Spring) wheat, CWAD (Canada Western Amber Durum) wheat, barley, oats and rye, respectively. The relationship between colour and texture features of wheat samples to scab infection rate was studied using a neural network method (Ruan et al. 1997). It was found that the infection rates estimated by the system followed the actual ones with a correlation coefficient of 0.97 with human panel assessment and maximum and mean absolute errors of 5 and 2%, respectively. In this study machine vision-neural network based technique proved superior to the human panel. Image analysis has also been used to classify dockage components for CWRS (Canada Western Red Spring) wheat and other cereals (Nair et al. 1997). Morphology, colour and morphology/colour models were evaluated for classifying the dockage components. Mean accuracies of 89 and 96% for the morphology model and 71 and 75% for the colour model were achieved when tested on the test and training data sets, respectively.
Fruit Shape is one of the most important quality parameters for evaluation by customer’s preference. Additionally, misshaped fruits are generally rejected according to sorting standards of fruit. This Rashidi et al. (2007) was carried out to determine quantitative classification of algorithm for fruit shape in kiwifruit (Actinidia deliciosa) while Riyadi et al. (2007) classified papaya size according to combinations of the area, mean diameter and perimeter features and they studied the uniqueness of the extracted features. The proposed technique showed the ability to perform papaya size classification with more than 94% accuracy. In another study by Alfantni et al. (2008) developed an automated grading system for oil palm bunches using the RGB colour model to distinguish between the three different categories of oil palm fruit bunches. In their study, result showed that the ripeness of fruit bunch could be differentiated between different categories of fruit bunches based on RGB intensity.
An ambiguity of computer vision is that its results are influenced by the quality of the captured images. Often due to the unstructured nature of typical agricultural settings and biological variation of plants within them, object identification in these applications is considerably more difficult. Also if the research or operation in being conducted in dim or night conditions artificial lighting is needed. Some advantages and disadvantages of computer vision to different sectors of the agricultural and horticultural industries have been summarized in Table 4.
Laservision system
Ng et al. (1997) developed a machine vision algorithm for corn kernel mechanical and mould damage measurement, which demonstrated a standard deviation less than 5% of the mean value. They found that this method was more consistent than other methods available. The automatic inspection of corn kernels was also performed by Ni et al. (1997b) using machine vision and they showed classification rates of 91 and 94% for whole and broken kernels respectively for whole and broken kernel identification during their on-line tests study. The whiteness of corn has been measured by an on-line computer vision approach by Liu and Paulsen (1997) and they were this technique easy to perform with a speed of 3 kernels/sec. In other studies Xie and Paulsen (1997) used machine vision to detect and quantify tetrazolium staining in corn kernels. The tetrazolium-machine vision algorithm was used to predict heat damage in corn due to drying air temperature and initial moisture content. Conclusively it could be say that the machine vision system is playing a versatile role in quality evaluation corn so for.
To avoid the missguideness of quality assessment by visual based human perception, computer vision has been widely used in the assessment of confectionary products so far. Davidson et al. (2001) measured the physical features of chocolate chip biscuits, including size, shape baked dough colour, and fraction of top surface area that was chocolate chip using image analysis. Four fuzzy models were developed to predict consumer ratings based on three of the features. A prototype-automated system for visual inspection of muffins was developed by Abdullah et al. (2000) and they reported that it was able to correctly classify 96% of pre graded and 79% of ungraded muffins with an accuracy of greater than 88%. Now, the machine vision system has also been used in the assessment of quality of crumb grain in bread and cake products (Sapirstein 1995).
(a) Principle components of machine vision system (Pundit et al. 2005) (b) Functional block diagram of basic machine vision system (Singh et al. 2004)
Nevertheless we can say that the computer vision technology not only provides a high level of flexibility and repeatability at a relatively low cost, but also, and more importantly, it permits fairly high plant throughput without compromising accuracy. Applications of these techniques have now expanded to various areas such as medical diagnostic, automatic manufacturing and surveillance, remote sensing, technical diagnostics, autonomous vehicle, robot guidance and in the agricultural and food industry, including the inspection of quality and grading of fruit and vegetable. Some important applications of machine vision have been given in the Table 1 Singh et al. (2004).
This is the reference implementation for the EMVA1288 Standard for Measurement and Presentation of Specifications for Machine Vision Sensors and Cameras.
Vision inspectionMachine
Pearson and Slaughter (1996) developed a machine vision system for the detection of early split lesion on the hull of pistachio nuts and reported that the developed system classified early split nuts with 100% success and normal nuts with 99% accuracy. In other research a multi-structure neural network (MSNN) classifier was proposed and applied to classify four varieties (classes) of pistachio nuts by Ghazanfari et al. (1996). An automated machine vision system was developed to identify and remove pistachio nuts with closed shells from processing streams (Pearson and Toyofuku, 2000). The system included a novel material handling system to feed nuts to line scan cameras without tumbling. The classification accuracy of this machine vision system for separating open shell from closed shell nuts was approximately 95%, similar to mechanical devices.
Chilli is a variety grown extensively consumed by almost all the population. It has a high processing demand and proper sorting is required before filling or canning. A sorter that, Hahn and Sanchez (2000) classifies chilli by three different width sizes, by means of a photodiode scanner, was built they reported that the accuracy on the necrosis detection and width classification was of 96.3 and 87%, respectively.
An EMVA1288 descriptor file is a file that contains the description of an EMVA1288 test including exposure times, photon count and corresponding images
This class takes a results.Results1288 object and produces all the plots needed to create a reference datasheet of the EMVA1288 test
Machine vision system is seen as an easy and quick way to acquire data that would be otherwise difficult to obtain manually (Lefebvre et al. 1993). Since, the capabilities of digital image analysis technology to generate precise descriptive data on pictorial information have contributed to its more widespread and increased use (Sapirstein 1995). Quality control in combination with the increasing automation in all fields of production has led to the increased demand for automatic and objective evaluation of different products. Sistler (1991) confirm that computer vision meets these criteria and states that the technique provides a quick and objective means for measuring visual features of products. In agreement it found that a computer vision system with an automatic handling mechanism could perform inspections objectively and reduce tedious human involvement (Morrow et al. 1990). In other study, Gerrard et al. (1996) also recognized that machine image technology provides a rapid, alternative means for measuring quality consistently.
Furthermore, Li and Wang (1999) have developed a method based on reference image of apple to accomplish defect segmentation for curved fruits. An algorithm using colour information was developed by Leemans et al. (1998) to segment defects on golden delicious apples and they reported that the proposed algorithm is effective in detecting various defects such as bruises, russet, scab, fungi or wounds.
However, the mechanical design for a specified machine vision system usually is uniquely structured to suit the inspection of a particular product. For instance, the conveyor belts in a poultry bone detection machine vision systems are usually flat, with no texture, and made of USDA approved plastic materials. While prototype machines for chicken defect and disease inspection in the chicken plants use hooks to hold the birds when they are dangling from moving chains and passing through light beams (Chao et al. 2000). On the other hand, most conveyor belts for a modern apple packing line are roller conveyors made of special dark colored rubber (Tao 1996a, b).
For inexperienced windows users it is recommended to use a prepackaged python distribution that contains the required packages. One excellent option for Windows users is Anaconda
As consumer awareness and sophistication increases the importance of objective measurement of quality is ever increasing. In a study by Miller and Delwiche (1989) the maturity of market peaches was evaluated by colour analysis and the combined image processing with a finite element model to determine the firmness of pears was developed by Dewulf et al. (1999). The application of computer vision technology to detect pear bruising was studied by Zhang and Deng (1999). Results from the experiments confirmed that different bruised areas can be precisely detected with most relative errors controlled to within 10%. However, all above discussed quality evaluating and other commercial sorting machines that are currently available for commodities (cherries, nuts, rice etc.) are not capable of handling and sorting pomegranate arils for different reasons, thus making it necessary to build specific equipment. This work Blasco et al. (2009) describes the development of a computer vision-based machine to inspect the raw material coming from the extraction process and classifies it in four categories. The machine is capable of detecting and removing unwanted material and sorting the arils by colour.
Cameravision inspection system
So, according to above findings, computer vision has been widely used for the sorting and grading of fruits and vegetable. It offers potential to automate manual grading practices and thus to standardize techniques and eliminate tedious inspection tasks. Kanali et al. (1998) reported that the automated inspection of produce using machine vision not only results in labour savings, but can also improve inspection objectivity.
Human grader inspection and grading of produce is often a labour intensive, tedious, repetitive and subjective task (Park et al. 1996). In addition to its costs, this method is variable and decisions are not always consistent between inspectors or from day to day (Tao et al. 1995a; Heinemann et al. 1994). In contrast Lu et al. (2000) had found computer vision techniques adoptable, consistent, efficient and cost effective for food products. Hence computer vision could be used widely in agricultural and horticulture to automate many labour intensive processes (Gunasekaran 2001). Furthermore, Gunasekaran and Ding (1993) also had agreed that machine vision technique’s popularity in the food industries is growing constantly and they also pointed out that its development so for at a robust level and competitively priced sensing too (Yin and Panigrahi 1997). Moreover, all above advantages, there are more other advantages of machine vision system to different agriculture sectors, are summarized bellow in Table 2.
The important of noodles in the Asian diet is very significant, as currently they account for 30–40% of most countries’ wheat consumption (Miskelly 1993). The majority of Asian noodle manufacturers noodle products to be derived from white seed-coated wheat as compared to red seed-coat material. Initial research had used image analysis to characterize the white wheat products (Hatcher and Symons 200b). As noodles appearance and color are the consumer’s initial quality parameters, there is a preference for manufacturers to use high quality, low yield patent flours and free from various contaminants of the flour (i.e. bran and germ), as they result in brighter noodles. The standard methodology to assess bran contamination has been ash content, the use of auto fluorescence by different wheat seed tissue (Munck et al. 1979). Hatcher (2001) demonstrated that the image analysis could be effectively used to quantify, measure, and discriminate varietal differences in white seed coated wheat varieties in preparation of yellow alkaline noodles prepared from high-quality patent flour.
Machine vision is an engineering technology that combines mechanics, optical instrumentation, electromagnetic sensing, digital video and image processing technology. As an integrated mechanical-optical-electronic-software system, machine vision has been widely used for examining, monitoring, and controlling a very broad range of applications. It is the construction of explicit and meaningful descriptions of physical objects from images (Ballard and Brown 1982) and it encloses the capturing, processing and analysis of two-dimensional image (Timmermans 1998). However, in another study by Sonka et al. (1999) noted that it aims to duplicate the effect of human vision by electronically perceiving and understanding an image, and provides suitably rapid, economic, consistent and objective assessment (Sun 2000). So, It can be say that the machine vision is the use of devices for optical, non-contact sensing to automatically receive and interpret the image of a real scene in order to obtain information and/or control machines or process image (Zuech et al. 2000).
The paper on machine vision system reviews the recent developments in computer vision for the agricultural and food industry. Machine vision systems have been used increasingly in industry for inspection and evaluation purposes as they can provide rapid, economic, hygienic, consistent and objective assessment. However, there are some difficulties still exist in the adaptation of machine vision system, evident from the relatively slow commercial uptake of machine vision technology in all sectors. In spite of this, with the advent of machine vision technology, a revolution has come in the field of automation. Automating an operation in a manufacturing plant requires a high degree of pre-installation systems engineering and post-installation process integration. The use of machine vision technology in manufacturing can be as simple as producing an inspection quality report or as complex as total process automation. At the end, we can say that machine vision is a powerful tool of automation that includes both image processing and image analysis tools.
Nagata et al. (1997) investigated the use of computer vision to sort fresh strawberries, based on size and shape. In their study they developed a sorting system with an accuracy of 94–98% into three grades based on shape and five grades on size. However, another automatic strawberry sorting system was developed by Bato et al. (2000), had average shape and size accuracies of 98 and 100%, respectively.
The process of converting pictorial images into numerical form is called digitisation. In this process, an image is divided into a two dimensional grid of small regions containing picture elements defined as pixels by using a vision processor board called a digitiser or frame grabber. There are numerous types of analogue to digital converters (ADC) but for real time analyses a special type is required, this is known as a ‘flash’ ADC. Such ‘flash’ devices require only nanoseconds to produce a result with 50–200 mega samples processed per second (Davies 1997). Selection of the frame grabber is based on the camera output, spatial and grey level resolutions required, and the processing capability of the processor board itself (Gunasekaran and Ding 1994).
Some other earlier studies of computer vision associated with vegetable grading and inspection include colour and defect sorting of bell peppers (Shearer and Payne 1990a, b). Morrow et al. (1990) presented the techniques of vision inspection of mushrooms, apples and potatoes for size, shape and colour. The use of computer vision for the location of stem/root joint in carrot has also been assessed (Batchelor and Searcy 1989). Feature extraction and pattern recognition techniques were developed by Howarth and Searcy (1992) to characterize and classify carrots for forking, surface defects, curvature and brokenness. The rate of misclassification was reported to be below 15% for the 250 samples examined.
Since the algorithm is a set of well-defined rules or procedures for solving a problem in a finite number of steps. The algorithm developed for the surface defect detection mainly includes modules of image preprocessing, defect segmentation, stem-calyx recognition, and defect area calculation and grading. Forbes and Tattersfield (1999) developed a machine vision algorithm using neural networks and the algorithm was tested on the estimation of pear fruit volume from two-dimensional digital images. Another imaging algorithm was developed by Hahn and Sanchez (2000) to measure the volume of non-circular shaped agricultural produce, such as carrots. Using these methods, Wang and Nguang (2007) and Sabliov et al. (2002) successfully estimated the surface area and volume of eggs, lemons, limes, peaches and tamarillos. Li et al. (2002) have an algorithm for defect detection of apple.
Official websites use .gov A .gov website belongs to an official government organization in the United States.



 Ms.Cici
Ms.Cici 
 8618319014500
8618319014500